
TM 5-3810-289-34
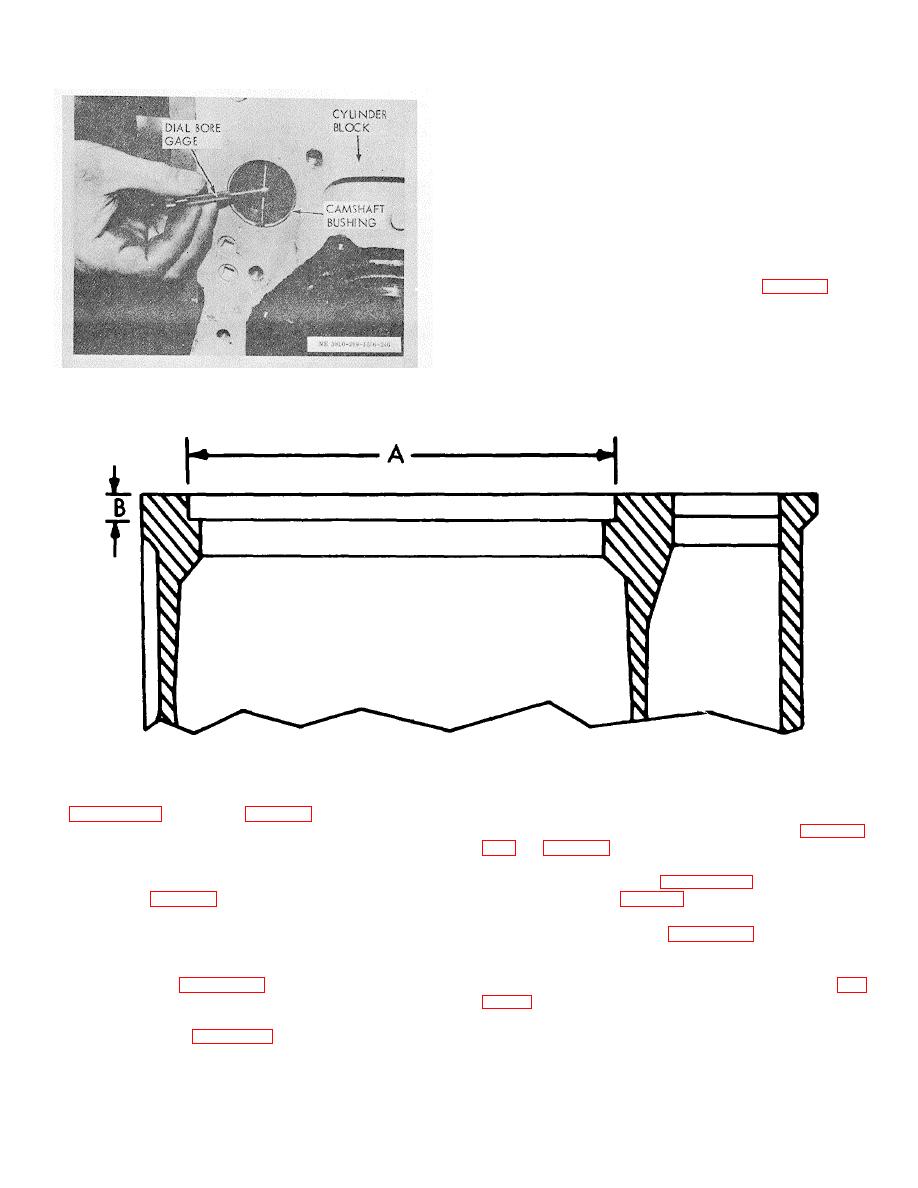
Ledge must not be "cupped" more than 0.0007 in. Depth
must not vary more than 0.001 in.
throughout
counterbore circumference.
(d) If dimensions do not meet standards of
Step (c) above, counterbore must be resurfaced (e.(3)).
(e) Subtract counterbore depth from liner
flange thickness to determine amount of shims and
depth of counterbore cut that must be used to provide
desired liner protrusion ((B) above), 0.007 in. shims are
thinnest available.
Note. If material to be removed will result in a
counterbore depth exceeding worn limit in table 2-2 block
cannot be reused.
(9) Install a new cylinder liner in the block
without packing rings or crevice seal.
Note. Liner contact is permissible as long as it
does not cause liner out-of-bound.
Figure 3-237. Checking camshaft bushing inside
diameter.
Figure 3-238. Cylinder liner counterbore dimensions.
Clearance between liner and block should be as shown
(12) Gage main bearing bores horizontally,
in figure 3-241 and listed in table 2-2. If clearances do
vertically and diagonally with dial bore gage or inside
not fall within these limits, reinspect after counter boring.
micrometers properly adjusted to standards, figure 3-
Note. These limits do not apply with cylinder head
installed and tightened to operating torque. If clearance
(13) Inspect tappet bore diameter with a dial
is not correct, check lower block packing ring bore inside
bore gage as illustrated in figure 3-245. If wear exceeds
diameter. See table 2-2.
the limit indicated in table 2-2 or they are out of round by
(10) Inspect bore alinement with special
more than 0.0015 inch, replace block.
tool, ST 409. This closely ground bar will pass through
e. Repair. Refer to figure 3-246 for disassembly
all bores and turn freely unless caps are not tightened to
of cylinder block components.
proper tension, burs, etc., have not been removed, or
(1) Camshaft bushing.
caps are distorted, figure 3-242.
(a) To replace the camshaft bushing, (1, fig.
(11)
Assemble main bearing caps,
lockplates or flatwashers and capscrews to block in
Bushing Mandrel.
operating position, (fig. 3-243). Tighten capscrews to
(b) Aline oil holes in bushing with the oil
operating tension.
holes in the block.
3-85

