
liner bore Tool with adapter plate ST-679 is used for this
operation.
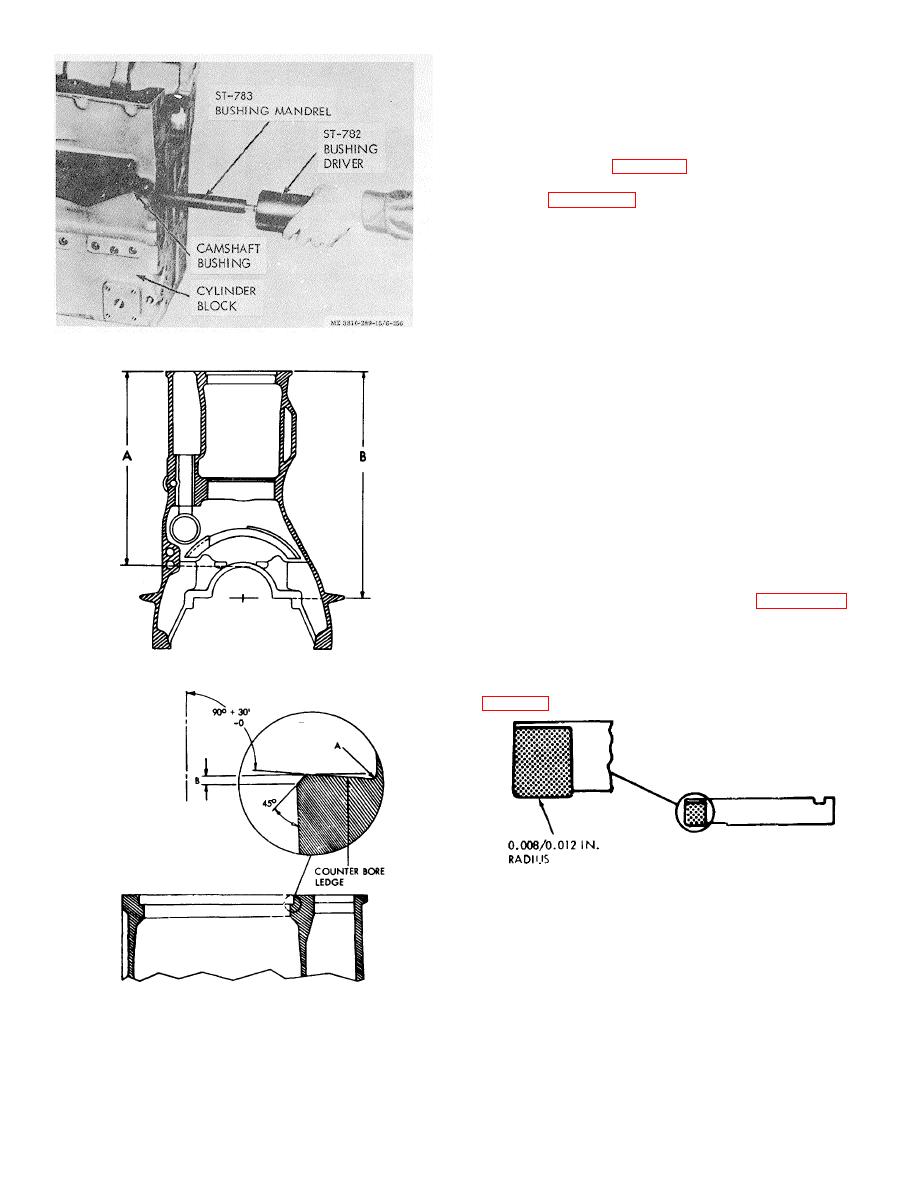
(b) Check counterbore tool bit before
boring operation. A correctly ground tool bit will leave
counterbore surface completely flat or cupped to a 30-
minute angle (the cup is preferred) with a 0.005/0.015 in.
radius as shown in fig. 3-249, A).
(c) A correctly ground tool bit is
shown in figure 3-250. The side surface must be ground
flat to sharpen.
(d) Position tool adapter in liner bore.
(e) Tighten top and bottom locating
pins by turning in sockethead screws.
(f) Set tool adjustable sleeve so blade
just touches bottom of counterbore ledge.
Use
lubricating oil on cutter blades.
(g) Turn tool in clockwise rotation
Figure 3-247. Camshaft bushing installation
with even pressure.
Caution: Never turn tool counterclockwise.
Doing so will damage cutter blade.
(h) Use a series of light cuts to clean
up entire circumference of seat.
(i) Check seat to determine if
additional cuts are required.
Caution: Under no circumstances may inside
diameter of ledge be lower than outside diameter. A
ledge that droops toward center could contribute to
cylinder liner breakage.
Maximum counterbore
depth after boring must not exceed limit given in
table 2-3.
(j) Chamfer edge of counterbore
ledge 45 degrees after counterboring, figure 3-249 B.
Do not chamfer deeper than 0.013/0.019 in. to avoid
reducing liner seating area.
(k) Use shims to compensate for
Figure 3-248. Cylinder block height.
metal removed and to restore liner protrusion to
0.004/0.006 in. Shims are available as shown in
Note. Use as few shims as possible, i.e.,
use one thick shim in preference to two or more
thinner shims. Never use shims thinner than those
listed.
(4) Oversize cylinder liner counterbore.
(a) Cylinder
blocks
that
were
Figure
3-250.
Counterboring
tool
bit
Figure 3-249. Cylinder liner counterbore cross-section.
(3) Cylinder liner counterbore.
(a) Resurface
cylinder
liner
counterbore if block has been resurfaced, ledge is
uneven or where liner protrusion is incorrect. ST-676
3-88

