
(7) Assemble liner packing rings and crevice
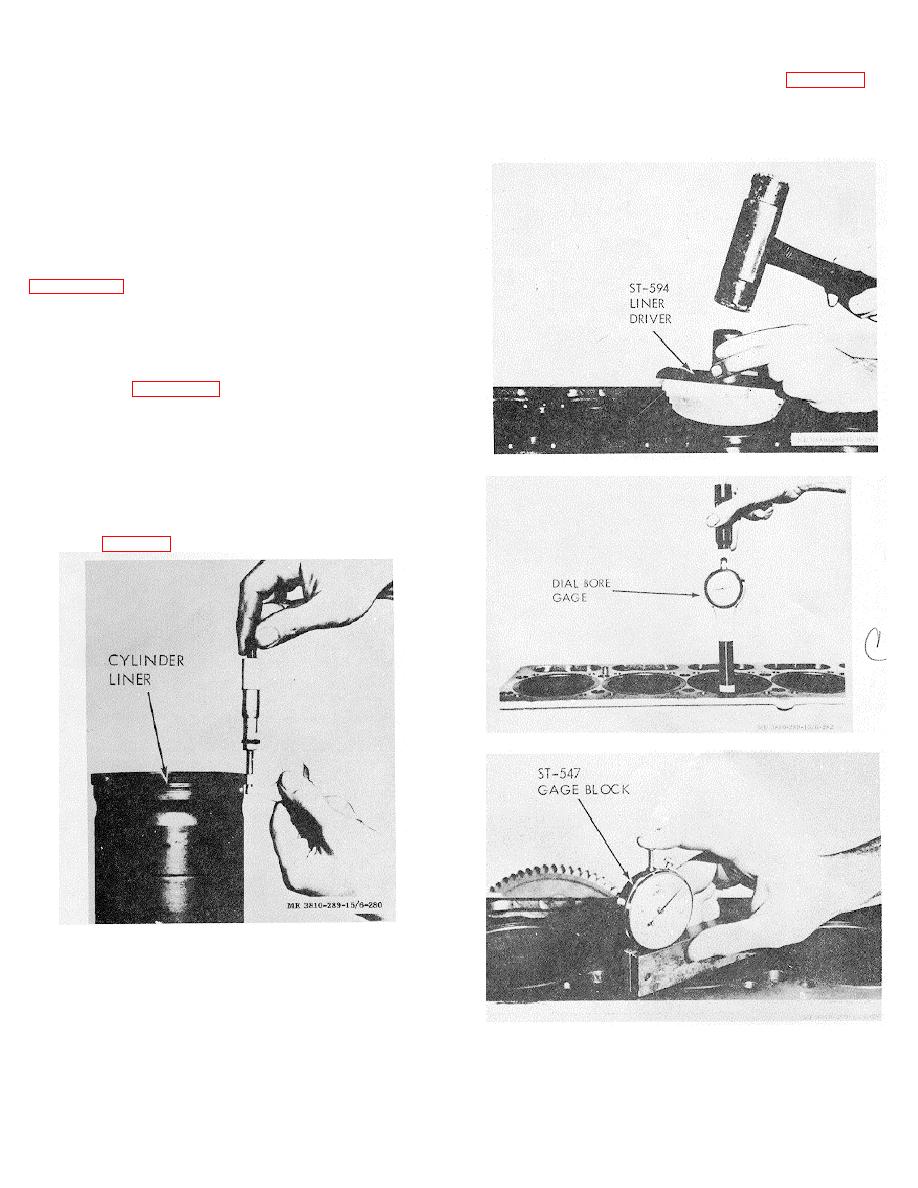
(j) Check liner protrusion at four
seal on cylinder liner in the following manner:
equidistant points with ST-547 Gage Block, (Fig. 3-274) to
(a) Lubricate all packing rings and
be certain that liner protrusion is within 0.004/0.006 in.
Measure outside of bead.
crevice seals (if used) with clean lubricating oil; wipe off
excess oil with clean cloth.
Note. On new liners, lubrite finish may increase
(b) Roll packing rings into position on
readings slightly. Take readings at 60 /75 F. (16 /29 C).
liner; using mold marks on rings as guides, straighten as
required if rings are twisted.
(c) Lower the liner into block bore; when
packing rings contact ring-seating bore in block, work liner
carefully in a downward, circular motion until liner is seated
snugly.
(d) Using ST-594 Cylinder Liner Driver,
distance; when liner is seated firmly, tap driver tool lightly to
prevent liner from bouncing up again.
(e) Check liner bore for roundness at
several points within range of piston travel.
(f) Check with a precision dial bore gage
as illustrated in figure 3-273.
(g) If liner is more than 0.0015 in. out-of-
round in packing ring area, remove liner and check for
binding condition which would cause distortion of liner bore.
(h) A total of 0.003 inch out-of-round at
Figure 3-272. Cylinder liner installation.
the top one inch of liner bore is permissible if liner is press-
fit type.
(i) If more than 0.004 in. out-of-round
and liner contacts block at packing ring bore, counterbore is
out of flat (para 3-45).
Figure 3-273. Cylinder liner bore inspection.
Figure 3-271. Cylinder liner flange inspection.
Figure 3-274. Inspecting cylinder liner protrusion.
3-97

