
DETROIT DIESEL 53
Connecting Rod 1.6.3
Whenever a liner is honed, it must be placed in a fixture
(a scrap cylinder block makes an excellent honing
fixture). However, if it is necessary to hone a liner in the
cylinder block that is to be used in building up the
engine, the engine must be dismantled and then, after
honing, the cylinder block and other parts must be
thoroughly cleaned to ensure that all abrasive material
is removed.
Work the hone J 5902-01. equipped with 120 grit stones
J 5902-14, up and down the full length of the liner a few
times so a "criss-cross" pattern with the hone marks on
a 45' axis will result.
After the liner has been honed, remove it from the
fixture and clean it thoroughly. Then, dry it with
compressed air and check the entire surface for burrs.
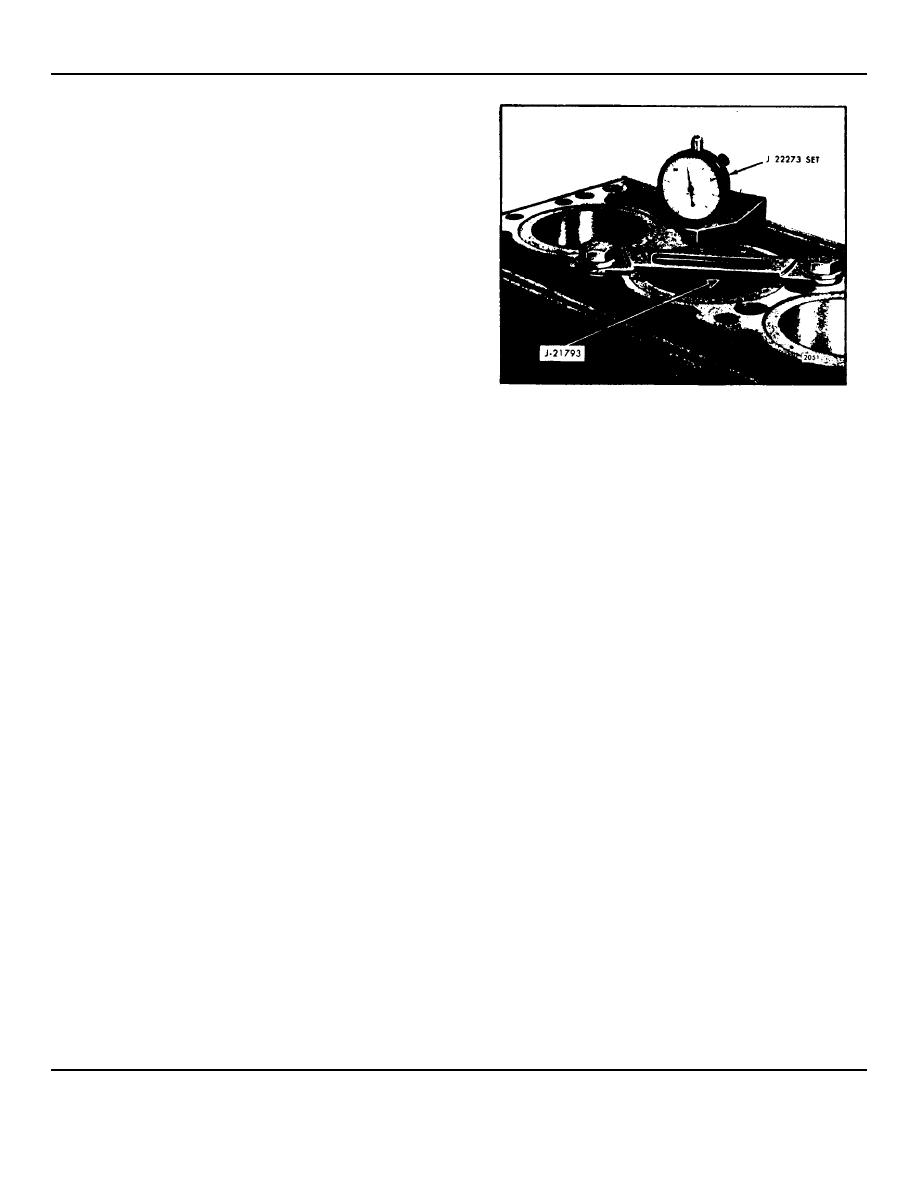
Fig. 5. - Checking Distance of Liner Flange
After honing, the liner must conform to the same limits
Below Top Face of Block
on taper and out-of-round as a new liner, and the piston-
to-liner clearance must be within the specified limits
CAUTION: Do not drop or slam the
shown in Section 1.0.
liner flange against the bottom of the
counterbore in the block.
Inspect New Cylinder Liner
2. Tap the liner lightly with a soft hammer to make
Install the cylinder liner in the block and measure the
certain the liner flange seats on the bottom of the
inside diameter at the various points shown in Fig. 3.
counterbore.
Use dial bore gage J 5347 and set the gage on zero with
3. Clamp the liner in place with hold-down clamp J
master ring J 8385.
21793 and measure the distance from the top of the
liner flange to the top of the block with dial indicator set
NOTE: Dial bore gage master setting
J 22273 (Fig. 5). The top of the liner flange should be
fixture J 23059 may be used In place
.0465" to .050" below the top of the block, and there
of master ring J 8385.
must not be over .0015" difference between any two
adjacent liners when measured along the cylinder
A new cylinder liner is 3 8752" to 3.8767" on the inside
longitudinal center line. If the above limits are not met,
diameter, and should be straight from top to bottom
install the liner in another bore and recheck, or use a
within .001" and round within .002" total indicator
new liner.
reading when the liner is in place in the block. Refer to
Section I 0 for the specified piston-to liner clearance.
4. Matchmark the liner and the block with chalk or paint,
so the liner may be reinstalled in the same position in
NOTE: Do not modify the surface
the same bore. Place the matchmark on the outer edge
finish in a new service cylinder liner.
of the block (V-type engine),
Since the liner is properly finished at
the factory, any change will
5. Remove the hold-down clamp and the liner.
adversely affect the seating of the
piston rings.
Install Piston and Connecting Rod Assembly
Fitting Cylinder Liner in Block Bore
1. With the piston assembled to the connecting rod and
the piston rings in place, as outlined in Sections 1.6 and
1. Wipe the inside and outside of the liner clean. Also,
1.6.1, apply clean engine oil to the piston, rings and the
make sure the block bore and counterbore are clean so
inside of the piston ring compressor J 6883
the liner flange will seat properly. Then, slide the liner
into the block until the flange rests on the bottom of the
counterbore in the block.
.
1970 General Motors Corp.
July, 1970
SEC. 1.6.3 Page 3

