
WINCH MOTORS
SUB-SECTION 5K
9. Place the fingers of each hand in the gear bores of pres-
sure plate (15). and carefully lift the pressure plate straight
out of body (16). Do nor force or pry the pressure plate
when removing it. Remove sealing strips (7) from pressure
plate (15).
10. Remove back-up rings (9) and O-rings (8).
INSPECTION. After the motor has been disassembled,
wash all parts in a suitable solvent and dry with compressed
air. All parts should be visually inspected for excessive
wear, cracks, or any other damage which would make them
unfit for further service, with particular attention to the
following:
1. The gears will wear a groove in the sides of the body
(item 16). The depth of this groove should be measured. If
the depth of the groove is more than 0.005 inch (0.127
mm), the motor must be replaced.
2. Inspect the pressure plates for excessive wear. If deep
curved wear marks are visible, the pressure plates should be
replaced.
3. Measure the gear journals at a point next to the face of
the gear, and at a point 1/2 inch (12.7 mm) or more from
the gear face. Compare the two measurements. If the differ-
ence in the measurements is more than 0.001 inch (0.025
mm), the motor must be replaced. Using the same proce-
dure, measure the journal on the other side of the gear.
REASSEMBLY. To reassemble a motor which has been
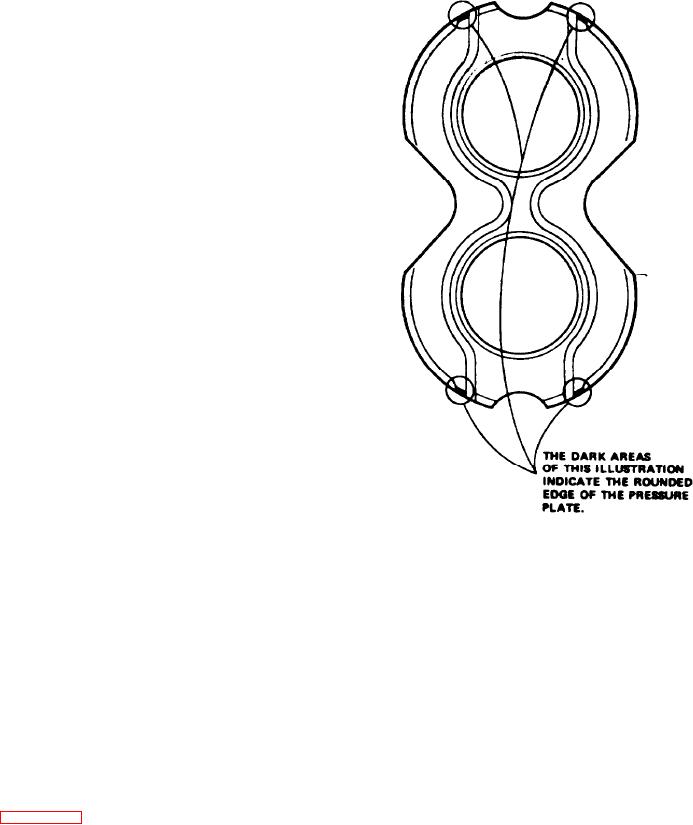
Figure 5K-4. Pressure Plate
completely disassembled, proceed as follows (see Figure
5K-3):
5. Install gear (12) in the bore nearest you. Do not drop
1. Place body (16) on a clean workbench with the large
the gear into place, as this will damage the bronze on the
opening up and the mark made in step 7 of disassembly
pressure date. lnstall gear (11), with the long journal up, in
facing you.
the opposite bore.
2. Lubricate the inside of body (16) with clean hydraulic
6. Lubricate pressure plate (10) with clean hydraulic oil
oil. Install O-rings (8) and back-up rings (9) on the bearings
and place it, bronze side down, over the protruding end of
at the bottom of the body.
the gears and into the opening. Carefully slide the pressure
plate into the body.
NOTE
7. Install sealing strips (7) in the seal grooves in pressure
plate (10).
Two different types of pressure plates are used in this
8. Coat O-ring (6) with a small amount of clean grease and
motor. Close examination of the plates will show that
install the O-ring in its groove in mounting flange (5).
four small areas of pressure (15) have rounded edges
Install the mounting flange on body (16).
(see Figure 5K-4). The same areas of pressure plate
(10) are not rounded.
9. Install a capscrew (13) and lockwasher (14) in two holes
which are 180 degrees apart. Tighten the nuts to 175 foot-
3. Install sealing strips (7) in the seal grooves in pressure
pounds (24.2 m-kg).
plate (15).
10. Attach a torque wrench to the output shaft and rotate
4. Lubricate pressure plate (15) with clean hydraulic oil
the shaft. The shaft will be tight, but should turn with a
and place the pressure plate, bronze side up, in the opening
maximum of 5 to 10 foot-pounds (0.69-1.38 m-kg) of
of the body as level as possible. Carefully slide the pressure
torque. If the shaft will not turn with 5 to 10 foot-pounds
plate to the bottom of the body. Do not force the plate
(0.69-1.38 m-kg) of torque, the motor should be disas-
into position.
5K-4

