
TM 5-3810-294-34
(10) Measure shaft (72) bearing preload
nut (28) and torque to 1,000-1,200 foot-pounds.
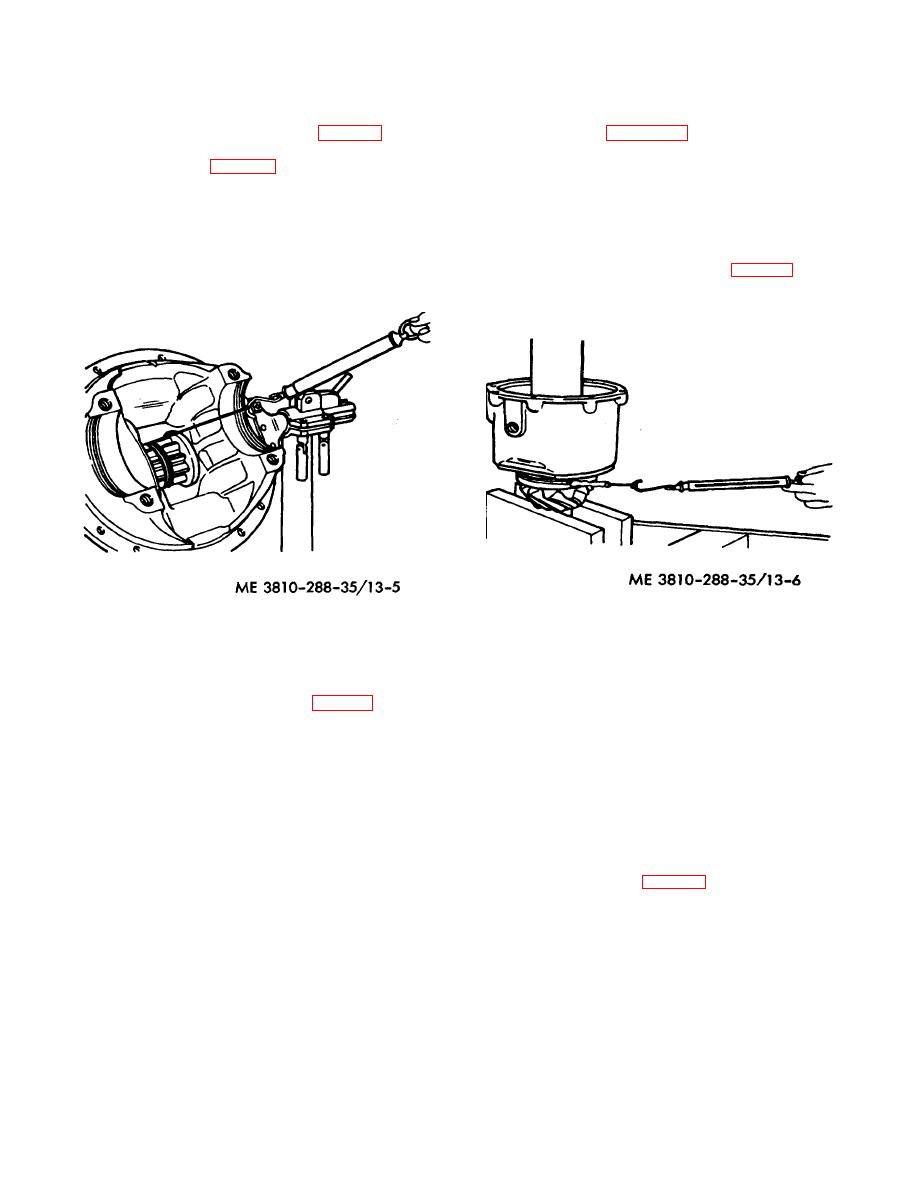
torque. Wrap a strong cord around pinion shaft and
At the same time pull on horizontal line with pound
pull on horizontal line with pound scale (fig. 17-5).
scale as shown in figure 17-6. Read rotating pounds
Preload torque should be from 5 to 15 pound
pull on scale, not starting pounds pull. When
inches. Add shims (66, fig. 17-3) to decrease, or
specified nut torque is reached, preload should be
remove shims to increase shaft bearing preload
within 5-15 pound inches.
torque.
Note. Preload Torque = Housing Pilot Radius x Pounds
Note. Preload torque = Pinion Radius x Pounds Pull
Pull on scale.
(11 ) If shaft (72) binds, strike top of gear
(19) Use thinner spacer (2'5, fig. 17-4) to
with a brass bar and recheck bearing preload.
increase, or a thicker spacer (25) to decrease preload
torque.
Figure 17-5. Measuring cross shaft preload torque.
Figure 17-6. Measuring pinion bearing preload torque
(forward-rear axle).
(12) Install gasket (19), cover (18), lock-
washers (17) and capscrews (16). Torque cap-
(20) Install lock nut (29) and torque to
screws to 26-29 foot-pounds.
1,000-1,200 foot-pounds. Recheck bearing
(13) Install inside retainer ring (16, fig. 17-4)
preload. Install lockwasher (30) and nut (31).
onto gear (18) shaft. Coat bearing (17) I.D. and
Bend lockwasher (30) over nut (31).
shaft (18) O.D. with grease specified in the current
(21) Loosely install two studs in carrier
LO.
housing to facilitate housing assembly (21) in-
(14) Press bearing (17) onto gear (18), shaft
stallation. Install shim pack (32) over studs so oil
and install outer retaining ring (16).
holes are in correct alignment.
(15) Press bearing cups (20 and 26) firmly in
(22) Install housing (21) and gear (18)
place against housing (21) shoulder. Lubricate
assembly to carrier housing. Carefully tap assembly
bearing journals with a few drops of engine oil and
into place. Install and tighten four equally spaced
press bearing (19) onto gear (18) shaft.
capscrews (70). Check gear tooth contact (step e.
(16) Install original spacer (25) over shaft and
below). Alter shim (74, fig. 17-3) pack under cross
against inner bearing (19). Chamfer of spacer must
shaft bearing cage (71) and shim pack 132, fig. 13-
be toward outer bearing or input end.
4) under housing (211 to secure correct tooth
(17) Position housing (21) and cups (20 and
contact. Remove guide studs and install remaining
26) assembly on gear (18). Press bearing (27) over
capscrews (70) and torque to 160-180 foot-
gear (18) shaft and into housing (21) until firm
pounds. Install lock wire.
seated against spacer (25), Rotate housing (21) to
e. Tooth Contact and Gear Backlash. Tooth
assure normal bearing contact.
contact may be checked as follows.
(18) Measure pinion bearing (19 and 27)
preload torque (fig. 17-61. Wrap a strong cord
around housing pilot. Install and tighten bearing
17-10

