
TM 5-3810-295-34
j
Remove water nozzles (56) from the head. Remove screws (57) and lock washers (58) and separate water
hole cover (59) from the head. Remove gasket (60).
k
Remove pipe plug (61), expansion plug (62) and plug (63). Remove plugs (64), (65) and (66). Remove studs
(67) from head (68).
4-7. Cleaning, Inspection and Repair
a
Clean all parts with cleaning solvent, Federal Specification P-D-680, or equivalent before inspecting. Replace
all seals and gaskets.
b
Clean cylinder head thoroughly with steam and dean all ports and openings with a soft bristle brush.
c
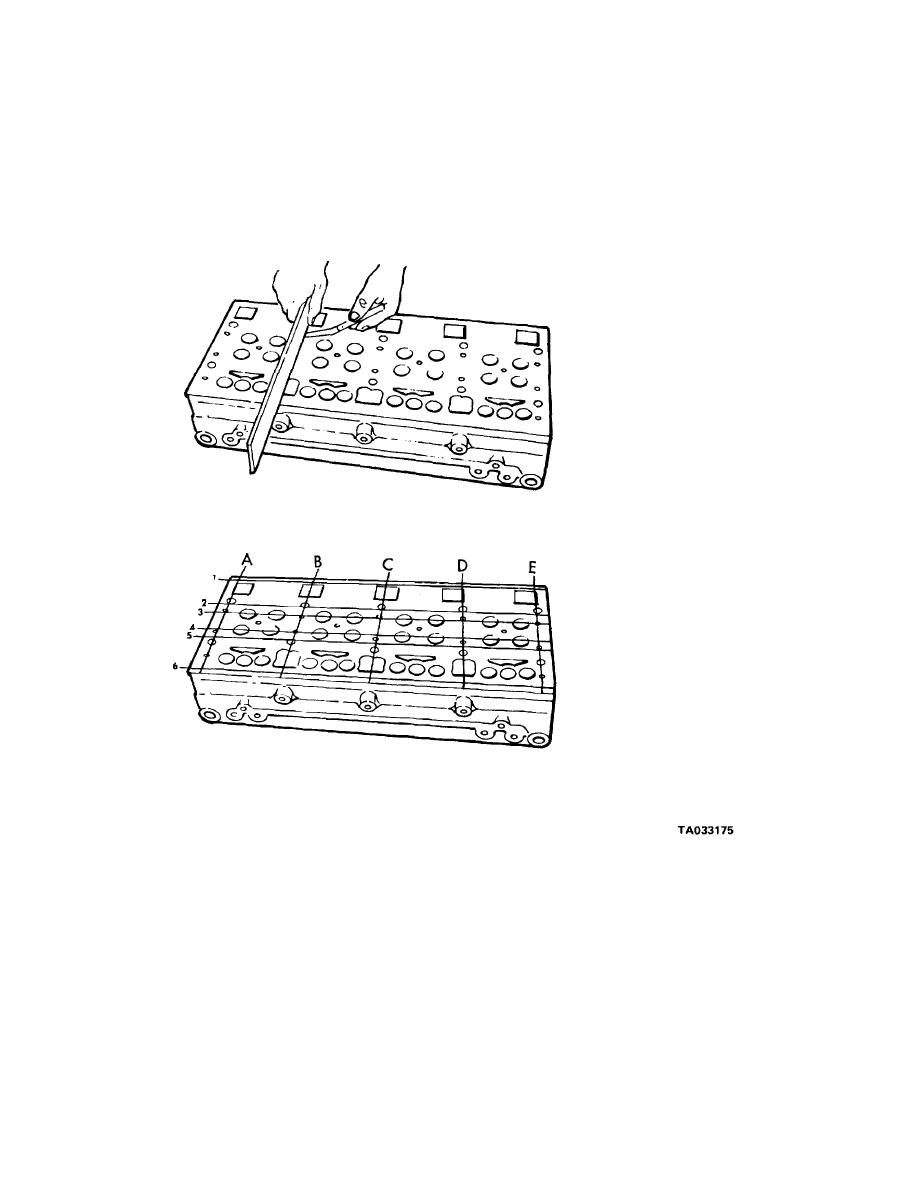
Inspect cylinder head for warpage and damage. Use an accurate straight-edge and feeler gage to check for
transverse warping at each end and between cylinders. Also check for longitudinal war page in at least six places, as
shown in figure 4-2. Maximum longitudinal war page is 0.006 inch. Maximum transverse war page is 0.004 inch.
Figure 4-2. Checking bottom face of cylinder head for war page..
d. The face of the cylinder head may be refaced, although not in excess of 0.20 inch. The distance from the top of the
head to the face should not be less than 4.376 inches.
NOTE
After resurfacing the cylinder head face, always stamp the amount of stock removed on the face of the head near the outer
edge of the head in an area not used as a sealing surface.
4-3

