
TM 5-3810-295-34
i. Remove oil pump drive spur gear (13) from the
h. Check the oil pump drive gear and the
front end of the crankshaft.
crankshaft timing gear for worn or chipped teeth, and
j. Using a suitable expander wrench, remove both
cracks near the root of the teeth. If badly worn, replace
the gears.
piston ring sets (15).
i. Support the crankshaft on its front and rear jour-
k. Punch a hole through the center of one piston
nals on V-blocks or a lathe. Check alignment at the ad-
pin retainer (16) and remove the retainer. Withdraw
jacent intermediate main journals with a dial indicator.
piston pin (17) from the piston and remove the
Maximum runout on the intermediate journals must not
connecting rod assembly from the piston. Drive the other
exceed 0.002-inch total indicator reading.
retainer from the piston.
j. Measure all main and connecting rod bearing
l. Drive bushings (18) from piston (19).
m. Drive bushings (20) from the connecting rod
journals. Measure the journals at several places on the
circumference so that taper, out-of-round and bearing
(22). Using an arbor press, remove the spray nozzle (21)
clearances can be determined. Maximum connection
from the connecting rod.
rod journal-to-bearing clearance should not exceed
n. Place a hardwood block against the lower end of
0.0045 inch.
Main bearing journal-to-bearing shell
cylinder liner (24). Gently tap the hardwood block until
clearance should not exceed 0.0040 inch. Journal taper
the liner is free. Remove liner (24) and packing (25).
or out-of-round should not exceed 0.003 inch. If any of
these out-of-tolerance conditions exist, the crankshaft
CAUTION
should be replaced.
Do not attempt to loosen the cylinder liner by
k. Inspect bearings for scoring, pitting, etching,
inserting a long bolt or rod through the port
flaking and dirt grooving. Replace defective bearings.
openings in the liner.
Inspect the backs of the bearing shells for bright spots.
These indicate movement within the cap. Replace such
4-38. Cleaning, Inspection and Repair
bearing shells.
a. Clean all metal parts with cleaning solvent,
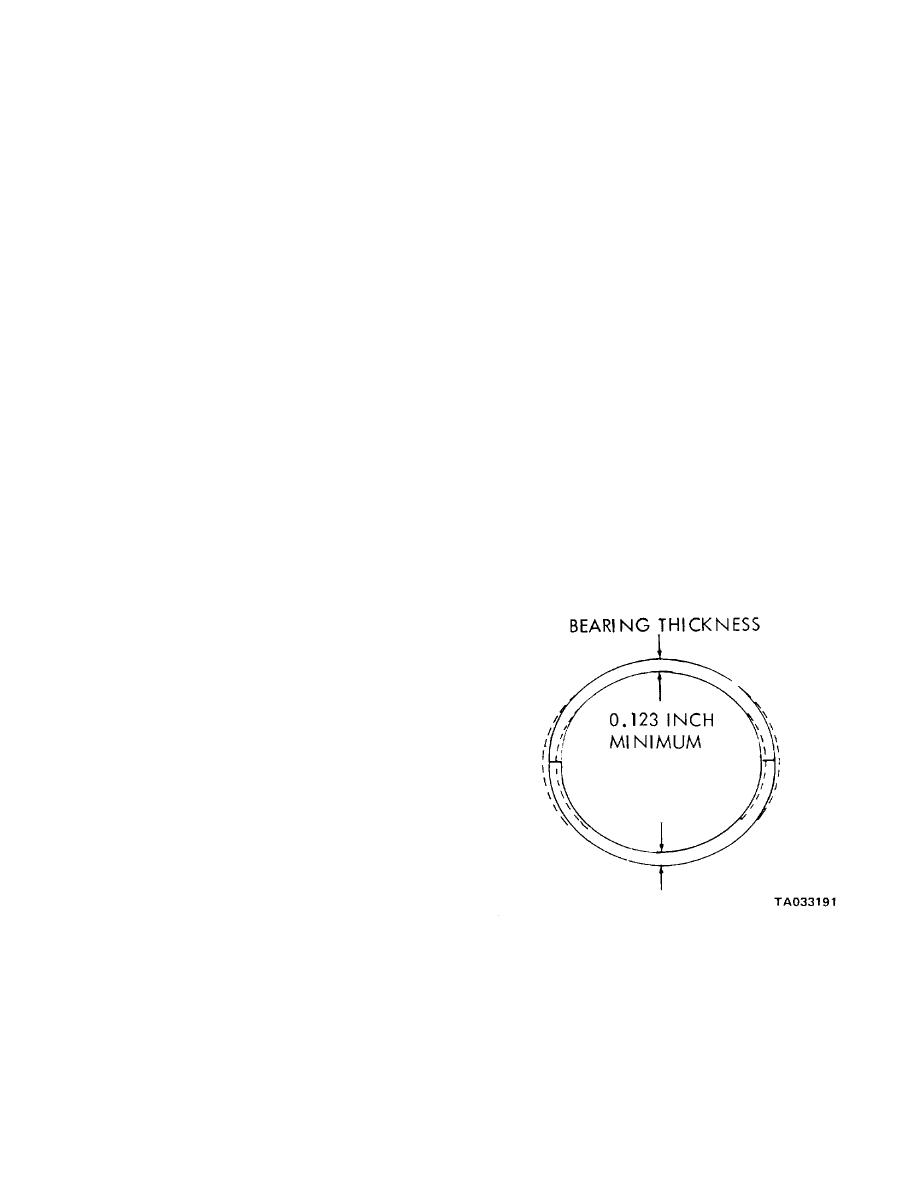
l. Measure the thickness of the bearing shells as
Federal Specification P-D-680, or equivalent, before
shown in figure 4-17. Minimum thickness of a used
inspection.
bearing shell is 0.123 inch. Replace any shells thinner
b. Replace all seals, gaskets, piston pin retainers,
than this. Do not replace one main bearing shell by it-
and piston rings. Replace oil pump drive spur gear.
self. It one shell needs replacement, install both new
c. Carefully inspect the crankshaft for cracks which
upper and lower shells.
start at the oil holes and follow the journal surface at an
angle of 45 to the axis. Crankshafts with such cracks
should be replaced. The following method may be used
to detect such cracks that may not be visible to the eye.
Magnetize the crankshaft and then cover it with a fine
magnetic powder. Powder will collect at crack lines.
Demagnetize the crankshaft before installing it in the
engine. Other methods used for inspecting crankshafts
are fluorescent magnetic particle inspection, and
fluorescent penetrant inspection.
d. Inspect keyways for evidence of cracks or wear.
Check for ridging on the upper main bearing shell or
lowering connecting rod bearing shell. Ridges exceed-
ing 0.0002 inch must be removed.
e. Remove ridges with crocus cloth. If ridges are
greater than 0.0005 inch, use 120 grit emery cloth to
clean up the ridge, 240 grit emery cloth to finish the ridge,
and crocus cloth for polishing. If ridges are greater than
0.001 inch, the crankshaft may need to be replaced.
f. Carefully inspect the front and rear end of the
Figure 4-17. Main bearing shell measurements.
crankshaft around the oil seal surface area for evidence
of rough or grooved condition. Use emery cloth and
m. Inspect piston for signs of excessive wear, scor-
crocus cloth to clean up any ridges in this area.
ing, or wearing away of the tin coating. Check for cracks
g. Check the crankshaft thrust surfaces for
across the struts inside the piston.
Check piston
excessive wear or grooving. Slight imperfections may be
grooves. Replace badly worn pistons.
dressed with a stone. Otherwise, the surface should be
n. Inspect and measure the piston pin and piston
reground.
pin bushings. The piston-to-bushing clearance with new
4-21

