
TM 5-3810-300-24 & P3
Cylinder Block 1.1
from the cylinder block. The procedure for removing each
3/4" drift against the plug and give it a few sharp blows with a
sub-assembly from the cylinder block, together with
one-pound hammer. With a 1/2" flexible handle and a short
disassembly, inspection, repair and reassembly of each, will
extension placed in the countersunk hole in the plug, turn the
be found in the various sections of this manual.
plug slightly in the direction of tightening. Then turn it in the
opposite direction and back the plug out.
After stripping, the cylinder block must be thoroughly cleaned
and inspected.
Clean the cylinder block as follows:
1. Remove the grease by agitating the cylinder block in a hot
bath of commercial heavy-duty alkaline solution (Fig. 7).
Clean Cylinder Block
2. Wash the block in hot water or steam clean it to remove the
Scrape all gasket material from the cylinder block. Then
alkaline solution.
remove all oil gallery plugs and core hole plugs (except cup
plugs) to allow the cleaning solution to contact the inside of the
3. If the water jackets are heavily scaled, proceed as follows:
oil and water passages. This permits more efficient cleaning
and eliminates the possibility of the cleaning solution attacking
a. Agitate the block in a bath of inhibited commercial
the aluminum core hole plug gaskets.
pickling acid,.
b. Allow the block to remain in the acid bath until the
If a core hole plug is difficult to remove, hold a
bubbling action stops (approximately 30 minutes).
c. Lift the block, drain it and reimmerse it in the same
acid solution for 10 minutes.
d. Repeat Step "c" until all scale is removed.
e. Rinse the block in clear hot water to remove the acid
solution.
f. Neutralize the acid that may cling to the casting by
immersing the block in an alkaline bath.
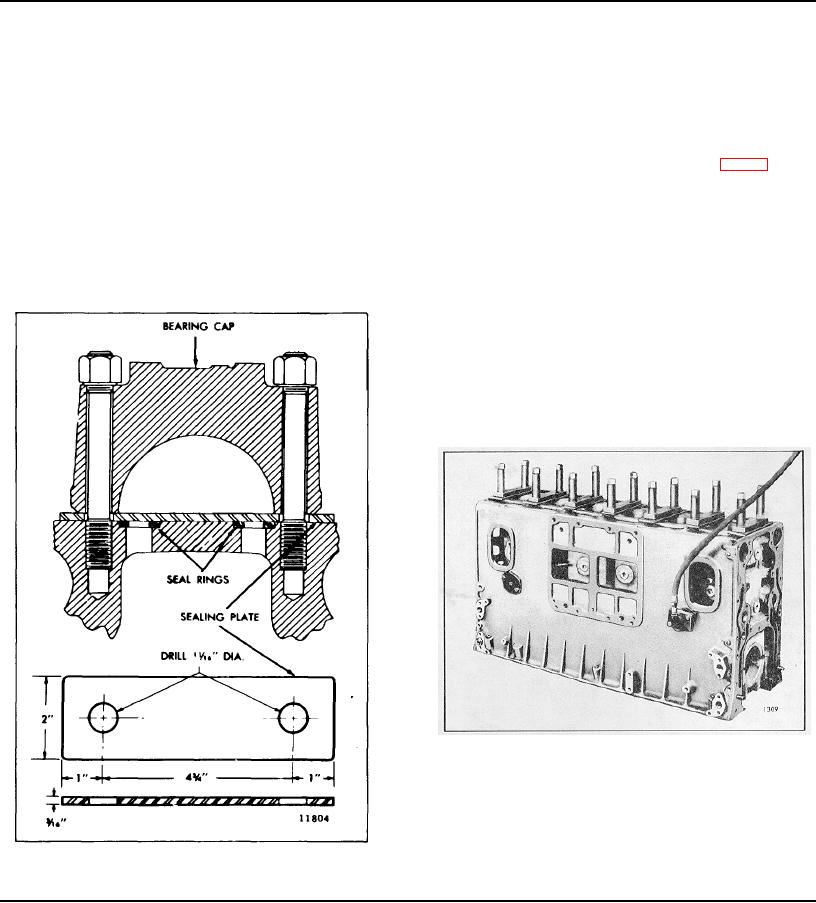
Fig. 9 Cylinder Block Prepared for Pressure Test
Fig. 8 - Sealing Plate Details for Pressure
Testing Cylinder Block
Page 19

