
TM 5-3810-289-34
tain they are properly stamped and mated.
(3) Check weight of all connecting rods.
Actual weight of each rod assembly (which includes
bushings, bearing shells, bolts, nuts and lockplates) must
not vary more than 0.03 lb. among all assemblies in any
one engine.
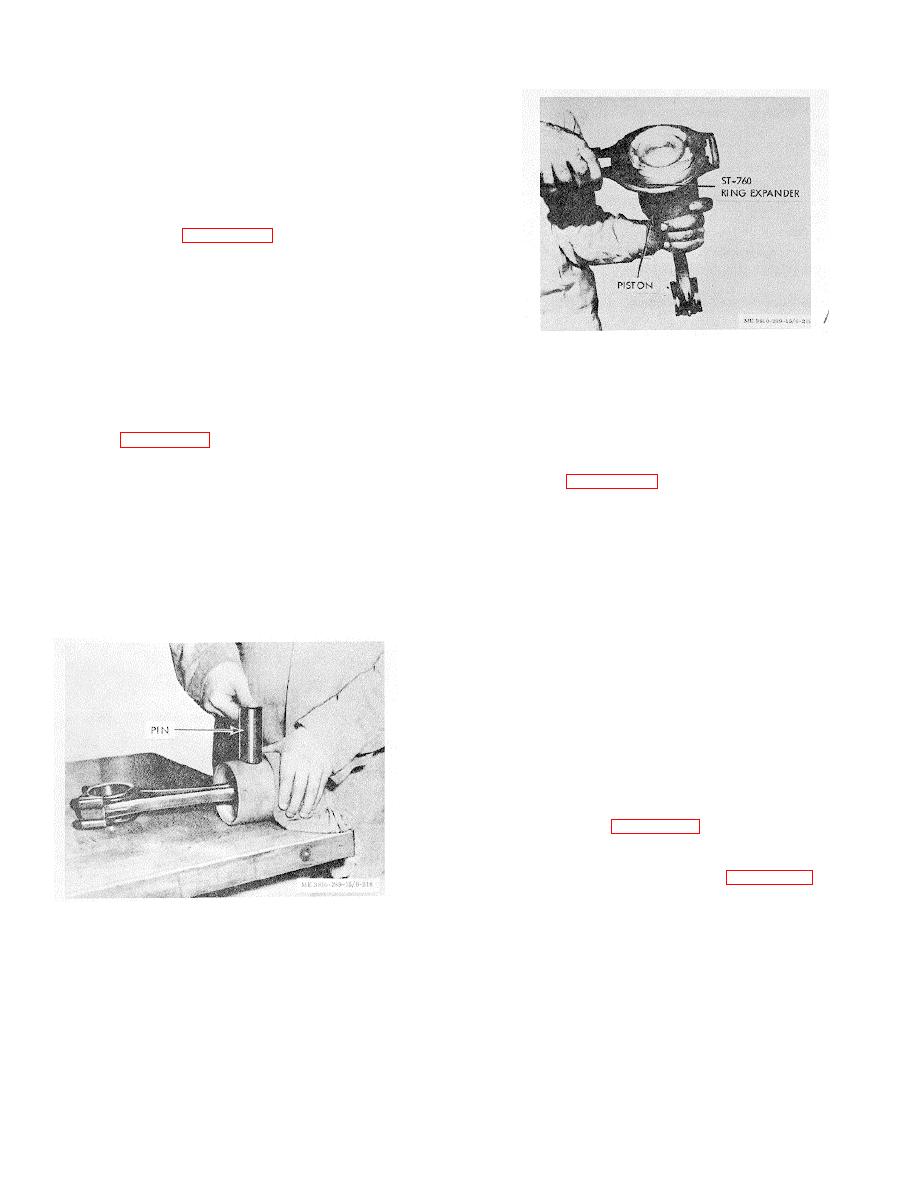
(4) Heat aluminum piston in boiling water
and push piston pin through piston and connecting rod
before piston cools, figure 3-210.
Caution: Never drive piston pin into piston, as this
may distort piston enough to cause seizure in liner. Do
not over heat pistons (220F. (104C.) maximum).
(5) Secure piston pin at each end with snap
rings; snap rings must be seated in grooves of piston.
(6) Check side clearance of rod (piston pin
Figure 3-211. Piston rings installation.
end) to piston boss with feeler gage; clearance must be
0.040/0.050 in.
Ring Compressor.
(7)
Before installing rings on pistons,
(14) Match cylinder number stamped on rod
lubricate rings and pistons with clean lubricating oil.
with cylinder in block; locate stamped number on rod
(8) Install piston rings, using ST-760 Ring
toward camshaft side of engine. Install rod and piston
Expander, figure 3-211.
assembly into liner by tapping top of piston with wooden
(9) All rings must be installed with the word
hammer handle until piston rings have cleared ring
"Top" toward top of piston. Compression rings are
compressor, figure 3-212.
placed in upper grooves, usually the top ring is chrome
Caution: Do not turn piston in liner. Support
plated; oil rings (which may be multiple piece
connecting rod to prevent scratching or marring
assemblies) are placed in lower groove.
liner bore. If ring breakage is suspected, remove
(10) Stagger ring gaps so they are not in
assembly from liner and check rings carefully.
line with each other or with piston pin holes in pistons.
(15) Moving to bottom of block, grasp
Caution: Never use chrome-plated rings in
connecting rod and pull to within a short distance of
chrome-plated cylinder liners.
crankshaft (for bearing shell clearance).
(11) Remove U-bolts and cap from one
(16) Lubricate crankshaft contact surface of
connecting rod assembly.
upper bearing shell with a thin coat of graphite grease
such as Lubriplate.
(17)
Slide shell into position between
crankshaft journal and rod; be sure that shell locking
tang makes firm contact with recess in connecting rod.
(18) Place lower bearing shell in connecting
rod cap and lubricate shell with graphite grease such as
Lubriplate. Be sure that the shell locking tang is seated
in milled recess in cap. Cylinder numbers on rod and
cap must be on same side and must match (1 to 1, 2 to
2, etc.). Install U bolts on rod; install cap to rod over
crankshaft journal, figure 3-213; lubricate bolts, nuts and
lockplates and assemble.
(19) Tighten front (of engine) U-bolt nuts,
then rear U-bolt nuts to 15/20 ft. lbs figure 3-214.
(20) Bar crankshaft around after each piston
Figure 3-210. Installing pin in piston and rod.
and rod assembly is installed to see if assembly is
binding. After each piston and rod assembly is installed,
Caution: These parts are not interchange able.
a little more effort will be required to turn crankshaft;
(12) Turn engine to vertical position on
however, if one assembly causes an unusual binding, it
engine stand; rotate crankshaft until any two crank
indicates an out-of-round liner (probably caused by a
throws are at bottom-center position.
misplaced liner packing ring) or an incorrect or
(13) Compress piston rings with ST-755
misplaced piston ring.
(21) Assemble and install each piston and
rod
3-75

