
TM 5-3810-295-34
e. Tapered piston pin bushing bore must be
inch radius wheel or by filing with a half-round file at
chamfered to a uniform 0.040).60-inch depth on both
ends of cut or dent.
sides of bore.
c. Replace worn tapered piston pin bushing in the
14-34. Assembly and Installation
following manner.
a Refer to figure 14-34. Assemble and install
(1) Remove bushing with a suitable removal tool.
the connecting rod and piston assembly as follows:
See figure 14-36 for typical tooling.
(1) Be sure the same part number piston is
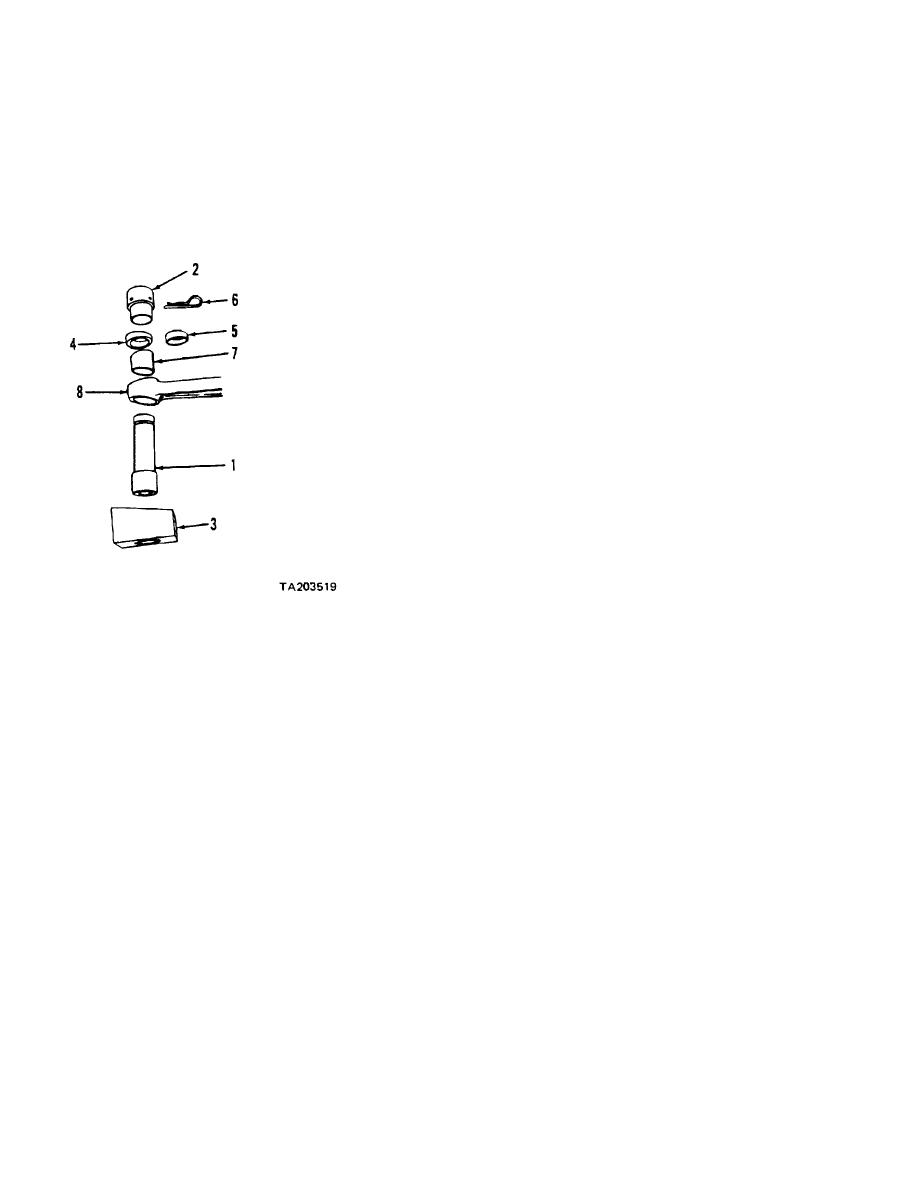
(2) Assemble tapered bushing (7) on mandrel (1),
used throughout the engine to ediminate weight effect
position sleeve (4) and cup (2) on mandrel (1). Secure
on engine operation.
with pin (6).
(2) Install one piston snap ring (9) in groove of
piston (12) pin bore.
(3) Heat aluminum piston in boiling water or in
an oven at or below 210F. Install pin (10) through
piston (12) and connecting rod pin bore before piston
cools.
(4) Install second snap ring (9) on opposite
end of piston (12) pin bore.
(5) Install piston rings with a suitable ring ex-
pander, starting on bottom of piston, install oil ring ex-
pander (8) and oil ring (8). Expander ring ends must
not overlap.
(6) Install intermediate (7) and top
compression ring (6) Ring gaps must be staggered so
they are not in line with each other or piston pin.
CAUTION
Piston rings must not be expanded more than
eight times radial thickness during installa-
tion. Over expansion may lead ring to
breakage or failure to seal.
(7) Remove nuts (1), lockplates (2) and
connecting rod cap from bolts (3). Make certain bolt
Figure 14-36. Typical installation of pin bushing in rod
heads are seated squarely on rod shoulder. These
parts are not interchangeable.
(3) Place connecting rod on block (3) and support
NOTE
in horizontal position.
Make sure rods and caps are stamped with
(4) Insert mandrel into connecting rod bushing
cylinder number before removing.
bore. Align detail (4) with middle boss on rod. Oil holes
(8) Turn engine to vertical position on engine
must be properly lined up at this time.
stand. Rotate crankshaft, so rod journal for cylinder
(5) Using an arbor press, press bushing into bore
being worked on is at bottom center position. Journal
until detail (4) contacts side of rod pin boss.
must be free of dirt particles. Place thin plastic tubing
d. Bore rod piston pin bushing after installation in
over connecting rod bolts threads before inserting
rod. The inside diameter of replacement bushing is
assembly in cylinder.
smaller than the final diameters therefore, final ream-
(9) Lubricate rings and piston with clear engine
ing is necessary as follows:
oil. Compress rings with a suitable ring compressor.
(1) Fill lubricating holes with soap to keep out
NOTE
shavings.
Do not force rings to compress. Ends of ex-
(2) Using a Topin-Arp boring machine or
pander could be overlapped. Remove com-
equivalent, bore bushing to 1.7T51-1.7515-inch inside
pressor and correct.
diameter. Check size with a plug gauge.
(10) With ring compressor in place, insert
(3) Remove sharp edges with a scraper.
piston and rod assembly in cylinder. Place numbered
(4) Remove shavings and soap. Thoroughly clean
side of rod toward outside of block.
and dry with compresed air. Recheck all critical
NOTE
dimensions tin rebushed and rebored rods.
Position connecting rod so that chamfer of
NOTE
crankpin bore mates with crankshaft fillet.
All connecting rods used in an engine should
(11) With a clean plastic tipped pushing tool,
have the same part number and letter code.
push piston and rod assembly through ring
Never attempt to interchange caps.
compressor until
14-36 Change 1
