
TM 5-3810-300-24 & P2
O.
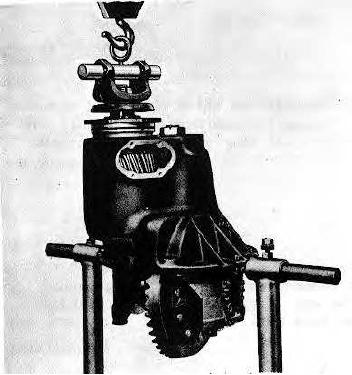
Position the carrier housing with pinion and
differential assembly upright in the carrier stand.
By
use of chain falls lower the inter-axle differential
and input shaft assembly against a new gasket.
NOTE
PRODUCTION DRIVE GEARS AND
DRIVEN GEARS ARE MATED AT
TIME OF LAPPING.
ONE DRIVE
GEAR TOOTH IS MARKED WITH AN
"X" AND ONE DRIVEN GEAR TOOTH
SPACE IS MARKED WITH A
CORRESPONDING SYMBOL ( ). WE
SUGGEST THESE MATING MARKS
BE LINED UP.
P.
Install the input cage lock washers and cap screws. Tighten cap screws to specified torque.
Q.
Tighten the input shaft or flange nut to specified torque and install cotter key.
R.
Tighten the pinion nut to specified torque and install cotter key.
S.
Position the pinion cover against a new gasket and install lock washers and cap screws. Tighten cap screws to
specified torque.
11. Install Thrust Block.
A. Remove carrier from stand and position with back face of hypoid or spiral bevel gear upward.
B. Remove adjusting screw and lock nut.
C. Place thrust block on rear face of hypoid gear and rotate gear until the hole in the thrust block is aligned with the
adjusting screw hole.
D. Install adjusting screw and lock nut and tighten adjusting screw sufficient to locate thrust block firmly against
back face of hypoid gear.
E. To secure the correct adjustment of .010"-.015" clearance, loosen adjusting nut 1/4 turn and lock securely with
nut.
F. Recheck to assure minimum clearance of .010" during full rotation of bevel gear.
12. Assemble and Install Shift Unit Housing and Diaphragm Assembly.
4-259