
TM 5-3810-300-24 & P2
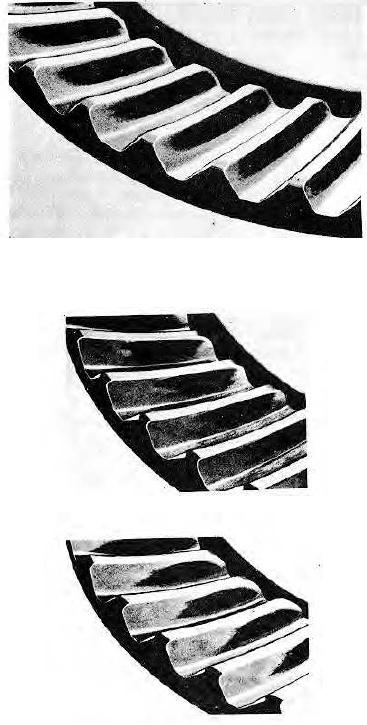
The pattern on the coast side of teeth will appear the
same width as the drive side shown above; however, the
over-all length will be centered between the toe and heel
of gear tooth. After the correct contacts shown above
have been established with a backlash of .010", open
the backlash to measure between .020"-.026".
Set used hypoid gear to have the tooth contacts to
match wear patterns. Hand rolled patterns of used
gears will be
smaller in area and should be at the
SATISFACTORY TOOTH CONTACT
toe end of wear patterns.
(GEARS LOADED)
A high contact indicates pinion is too far out. Set the
pinion to the correct depth by removing shims under the
pinion cage. Slight outward movement of hypoid gear
may be necessary x / to maintain correct backlash.
A low contact indicates pinion is too deep. Set the
pinion to the correct depth by adding shims under the
pinion cage. Slight inward movement of the hypoid gear
may be necessary to maintain correct backlash.
8.
Check for Pinion Bearing Pre-Load.
Now that the proper tooth contact and shim pack for the rear bearing cup have been determined, determine the pinion
bearing pre-load.
A. Remove the differential and gear assembly and associated parts.
B. Remove pinion nut and washer. Press the hypoid pinion out of outer bearing cone. Press transfer gear back in
position on pinion.
C. Make sure "fixed" (thick) spacer is in position against transfer gear. Cut two lengths of bar lead (or solder)
approximately 9/16" long and insert
4-255