
TM 5-3810-289-34
spots occur in different positions, chuck is out of
alignment. Runout should not exceed 0.001 in.
(b) Check bearings of machine.
(c) The grinding wheel must be the proper
grade and properly dressed to avoid chatter and grind
marks.
(d) Wet-grind valves to an exact 300 angle
from horizontal.
(e) Valves and seats properly ground with
precision equipment should not require lapping to effect
an air-tight seal; however, a small amount of lapping is
permissible if necessary in order to pass vacuum test.
(f) Check rim thickness as shown in figure
use because of burning and cupping.
Figure 3-152. Valve guide measurement.
(g) Check valve in a finish-reamed guide
and against a newly ground valve seat face. Pencil mark
valve and drop into position; rotate valve 10". A good
seat will be indicated if all pencil marks are broken, figure
need dressing or machine has not been properly
adjusted: final check should be made with a vacuum
tester.
Figure 3-153. Valve spring testing.
Note. A maximum of 1/16 inch spacers may be
used under valve spring when head has been resurfaced
and valve and seat have been refaced.
(c) If valve springs compress to dimension
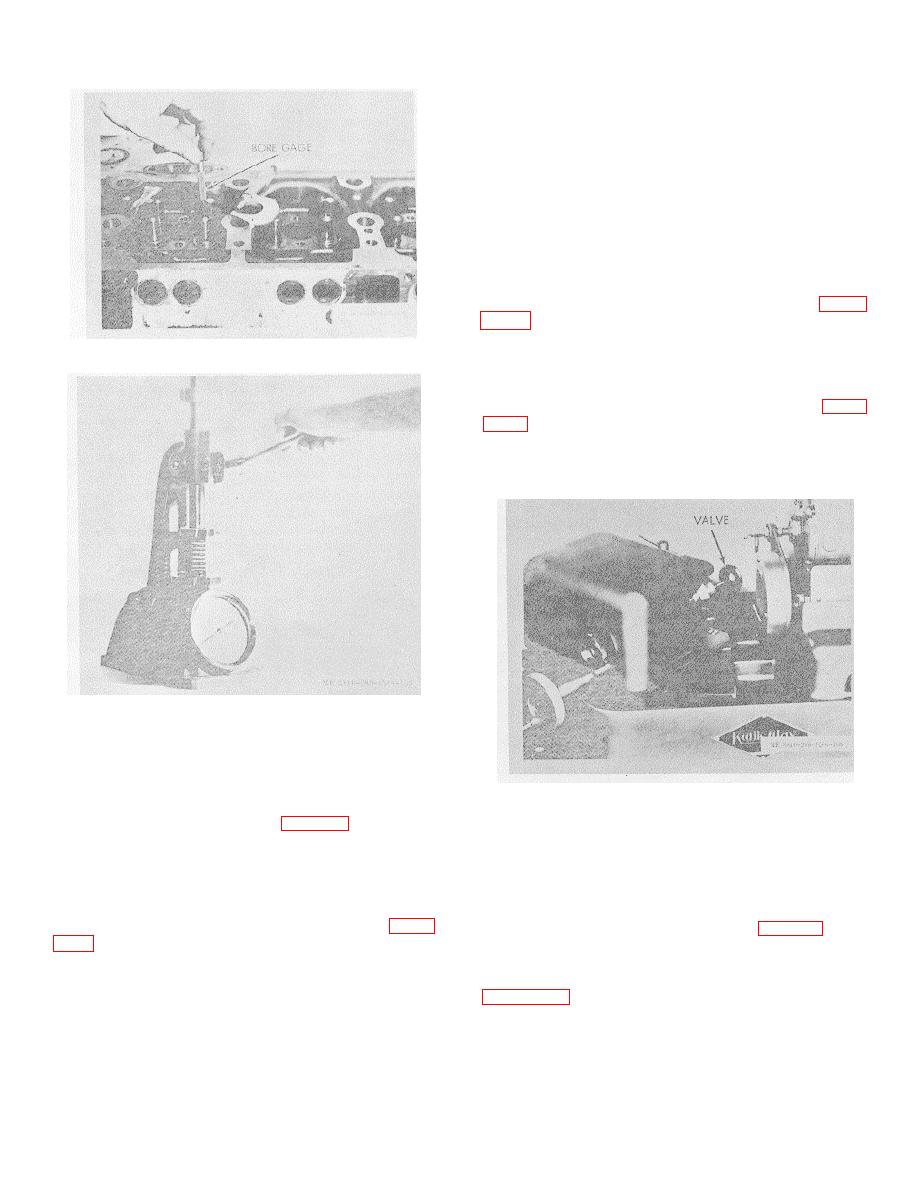
Figure 3-154. Valve grinding.
shown, at less than load indicated under "worn limits"
valve springs should be discarded, table 2-2.
(h) Conditions of a good valve seat.
c. Repair.
1. No grinding or reamer marks on seating
(1) Valves. Use ST-684 Valve Grinding Kit
surfaces and within guide.
or tools of equal standards.
2. Valve face a true 300 angle.
(a) Check valve grinder setting by using a
3. Width of grind is within limits.
new valve and an indicator gage.
4. Guide-to-stem clearance is within limits
1. Check valve on guide area of stem, figure
as determined from dimensions shown in table 2-2.
(2) Valve guides.
not necessarily concentric to guide area of stem.
(a) Ream valve guide from bottom side of
2. Indicate on ground face of valve.
cylinder head, using a drill press and floating tool holder,
3. Turn valve and mark high spat on head of
valve.
Note Use lubricating oil or soluble oil and water
4.
Recheck the valve 1800 from first
solution for god finish.
position.
5. Repeat a. and 3. If high spots are same
for both 1. and 4. positions, valve is warped. If high
3-55

