
oil or kerosene on the stones. Do not
use such cutting agents with a dry
hone. In a cast iron cylinder block,
u s e 120 grit stones J 5902-14.
B.
Insert
the
hone
in
the
bore
(Figure 11B-10 on page 11B-6) and
adjust the stones snugly to the nar-
rowest section. When correctly ad-
justed, the hone will not shake in the
bore, b u t w i l l d r a g f r e e l y u p a n d
down when the hone is not running.
C. Start the hone and "feel out" the bore
for high spots which will cause an in-
creased drag on the stones. Move the
hone up and down the bore with short
overlapping strokes about 1" long.
Concentrate on the high spots in the
first cut. As these are removed, the
drag on the hone will become lighter
and smoother. Do not hone as long at
the air inlet port area as in the rest
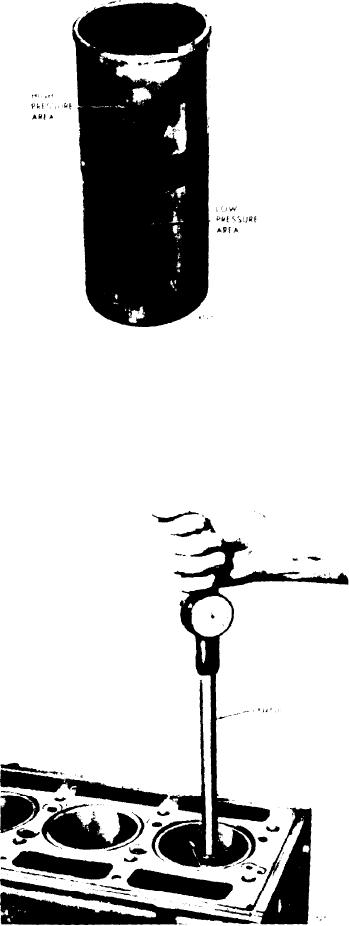
F i g u r e 11B-11. High Pressure Areas
of the bore because this area, as a
on Cylinder Liners
rule, cuts away more rapidly. Feed
lightly to avoid an excessive increase
A. Visually check the contact area as re-
in the bore diameter. Some stones
The
vealed by the honed surface.
cut rapidly even under low tension.
must not be any low spots which are
large than a half dollar.
D. When the bore is fairly clean, remove
t h e hone, inspect the stones and mea-
sure the bore. Determine which spots
must be honed most. Moving the hone
from the top to the bottom of the bore
will not correct an out-of-round con-
dition. To remain in one spot too
long will cause the bore to become ir-
regular. Where and how much to
hone can be judged by feel. A heavy
cut in a distorted bore produces a
steady drag on the hone and makes it
difficult to feel the high spots.
Therefore, use a light cut with fre-
quent stone adjustments.
E. Wash the cylinder block thoroughly
after the honing operation is com-
pleted.
2. The cylinder liner is alternately ex-
panding and contracting, during engine
operation, due to temperature variations.
This may result in irregularities in the
block bores (out-of-round and taper),
the effects of which will be seen as high
p r e s s u r e areas on the outside diameter of
the cylinder liner (Figure 11B-11). A
slight increase in block bore size is nor-
mal
with
long
periods
of
engine
F i g u r e 11B-12. Checking Bore of
operation.
Cylinder Block
Engine (Less Major Assemblies) 11B-7

