
bine wheel and shaft assembly with shaft upright in
not force; if rings do not enter bore easily remove
housing. Place piston ring expander sleeve (sheet 6, fig.
housing and re-position rings on shaft.
2-1) over shaft. Install a new piston seal, sliding seal
(4) Aline assembly marks and clamp (sheet 1
over sleeve into groove. Remove sleeve. Position
outside diameter of rings concentric with shaft, and with
graphite base grease to clamp threads and face of nut.
gaps 180 apart.
Install and torque nut to 10 ft-lb.
(5) Assemble parts (sheet 6 of fig. 3-17)
(2) Subassembly bearing housing as follows:
alining bolt holes as each part is assembled in following
(a) Install turbine back plate (sheet 8 of
order:
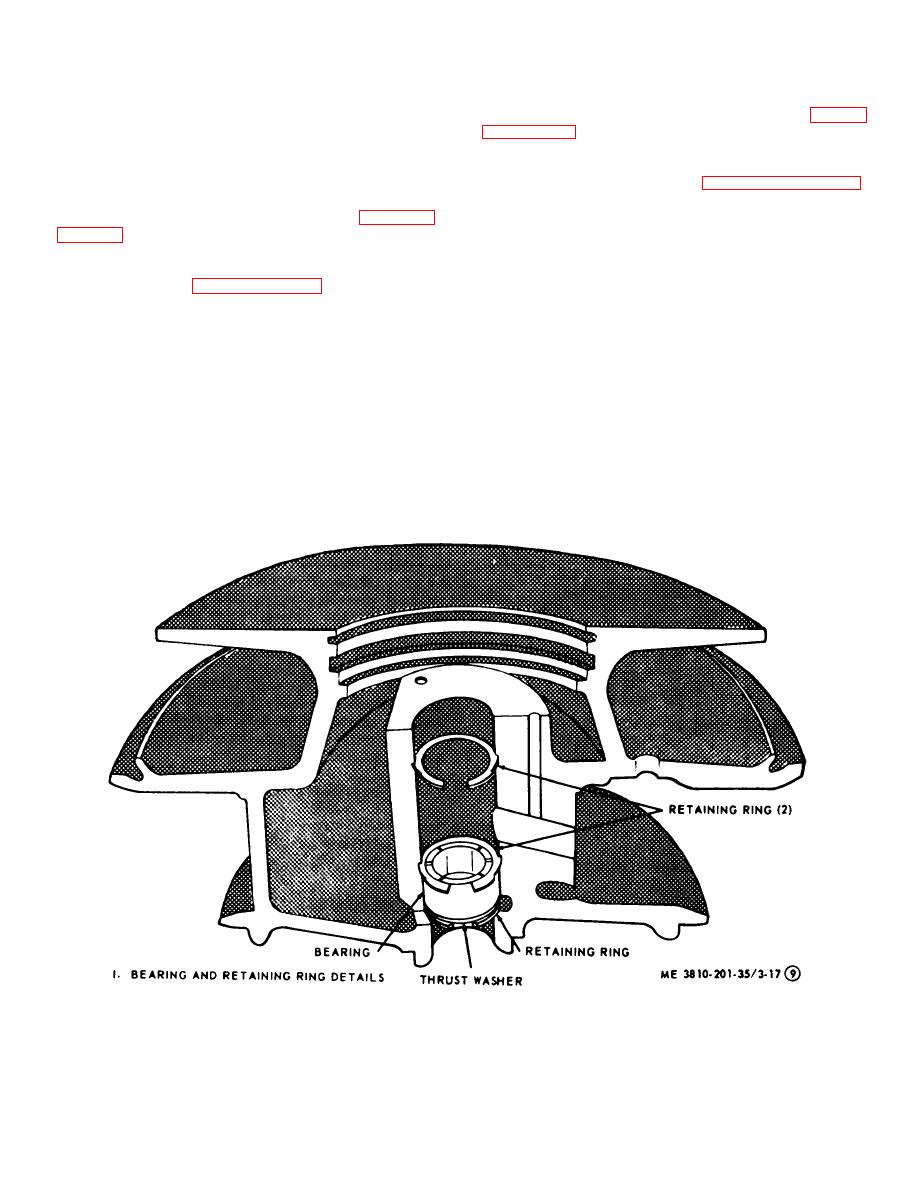
(a) Lubricate and install bearing in
groove with flat side of ring resting against back plate.
compressor end bore.
(b) With compressor end of housing up,
(b) Place spacer on bearing housing.
install retaining ring (sheet 9 of fig. 3-17) with flat side of
(c) Install thrust ring and spacer sleeve.
ring facing upward.
Install bearing thrust washer.
(d) Install thrust bearing with oil
Lubricate and install bearing. Install two retaining rings
passage hole facing retainer spacer. Lubricate thrust
with flat side of rings facing bearings.
face on thrust bearing only.
(e) Install thrust ring.
(f) Place oil deflector over thrust
NOTE
bearing.
Use pliers to install retaining rings.
(g) Install three lock plates and three
Compress rings
sufficiently to
capscrews. Torque capscrews to 5 ft-lb.
prevent their ends from scoring bore.
(h) Lock screws in place. Lock plate
Make certain retaining rings are
tangs must be locked tight against outside diameter of oil
secure in grooves.
deflector and heads of capscrews.
(6) Install preformed packing in groove in
(3) Lubricate shaft and position rings. Place
bearing housing.
clamp over turbine housing. Install bearing housing
assembly over shaft and lower to assembly position. Do
Figure 3-17. Turbocharger details (sheet 9 of 10).
AGO 20051A
3-25
