
TM 5-3810-295-34
the transverse direction and not more than 0.007 inch
4-42. Cleaning. Inspection and Repair
in the longitudinal direction.
a. Clean all metal parts in cleaning solvent, Federal
f. Inspect the seal ring grooves and lands for pitting
Specification P-D-680, or equivalent, before inspection.
and erosion. Two grooves are provided above the air in-
b. Replace all gaskets and filters.
let ports of each cylinder bore. Normally, the upper
c. Clean the block with live steam. Be sure the oil
groove is used for the seal ring. If this groove or adja-
galleries, air box floor, and air box drain openings are
cent lands are badly pitted or eroded, the lower groove
thoroughly cleaned.
may be used. If both grooves are eroded to the extent
d. Pressure test the block with 80 to 100 psi air
that they affect sealing, the block should be replaced.
pressure while the block is submerged in water heated to
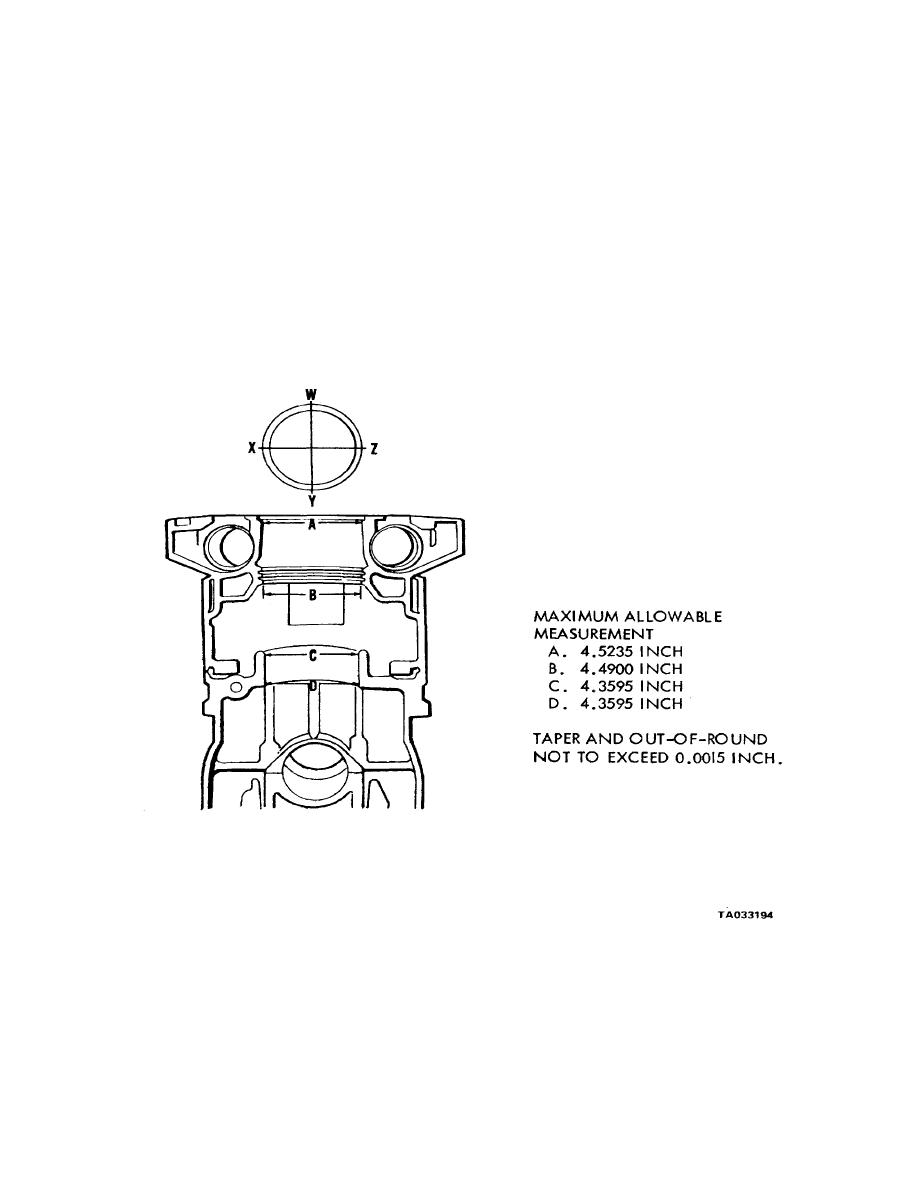
g. Measure each cylinder bore in accordance with
180 to 200F. Be sure all block openings have been
figure 4-20, using a dial indicator calibrated in 0.0001
sealed before proceeding with the test.
inch increments. Replace the block if tolerances cannot
e. Check the top of the block for flatness and war-
be maintained.
page with an accurate straight edge and a feeler gage.
The top surface must not vary more than 0.003 inch in
NOTE: MEASURE INSIDE DIAMETER OF BLOCK BORE AT
PLACES A,B,C AND D ON "XZ" AND "WY" AXIS.
Figure 4-20. Block bore measurement diagram.
4-26
