
TM 5-3810-300-24 & P2
transfer gear. Support pinion and carrier under pinion head. Install "fixed" (thick) cone spacer.
G.
Start outer bearing cone on pinion shaft. Press bearing on with a suitable sleeve that will bear against the cone
race. Press bearing in place with two tons pressure to seat rollers.
H.
Assemble pinion nut washer and nut with only 100 pound feet torque. Hold pinion by placing a hardwood block
between pinion teeth and carrier wall.
2.
Assemble Differential and Gear.
A. Rivet the hypoid gear to the case half with new Rockwell-Standard rivets. Rivets should not be heated, but
always upset cold. When the correct rivet is used, the head being formed will be at least 1/8" larger in diameter than
the rivet hole. The head will then be approximately the same height as the performed head. Excessive pressure
will cause distortion of the case holes and result in gear eccentricity.
Tonnage required for squeezing cold rivets: these pressures are approximate for annealed steel rivets and pressure
can be adjusted to suit individual working conditions.
Diameter
Tonnage
of Rivet
Required
7/16"
22
1/2"
30
9/16"
36
5/8"
45
Differential case and gear bolts are available for service replacement of rivets. The use of bolts greatly facilitates
servicing these units in the field and eliminates the need for special equipment necessary to correctly cold upset
rivets.
B.
Lubricate differential case inner walls and all component parts with axle lubricant.
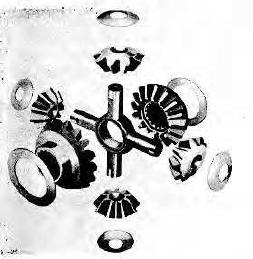
DIFFERENTIAL PINION AND SIDE GEAR ASSEMBLY
4-251