
TM 5-3810-289-34
(3) Discard pin and lockwire.
(1) Refer to figure 3-159 and reassemble tappet
d. Inspection.
assembly.
(1) Check for scored, flaked or chipped
rollers; discard damaged parts.
Note.
If any of the conditions above exist,
camshaft should be checked very closely for damage.
(2) Measure tappet body outside diameter
for wear; measure roller outside diameter and inside
diameter for wear. Discard if worn beyond limits shown
in table 2-2.
(3) Check tappet push tube seat by "bluing"
corresponding new push tube on ball end and rotating in
tappet; a full seat should be indicated. For best results
keep push tube with mating tappet, especially if they are
to be reused.
(4) Check body pin holes and inspect hole
for burrs before reassembly.
(5) Check force required to move guide
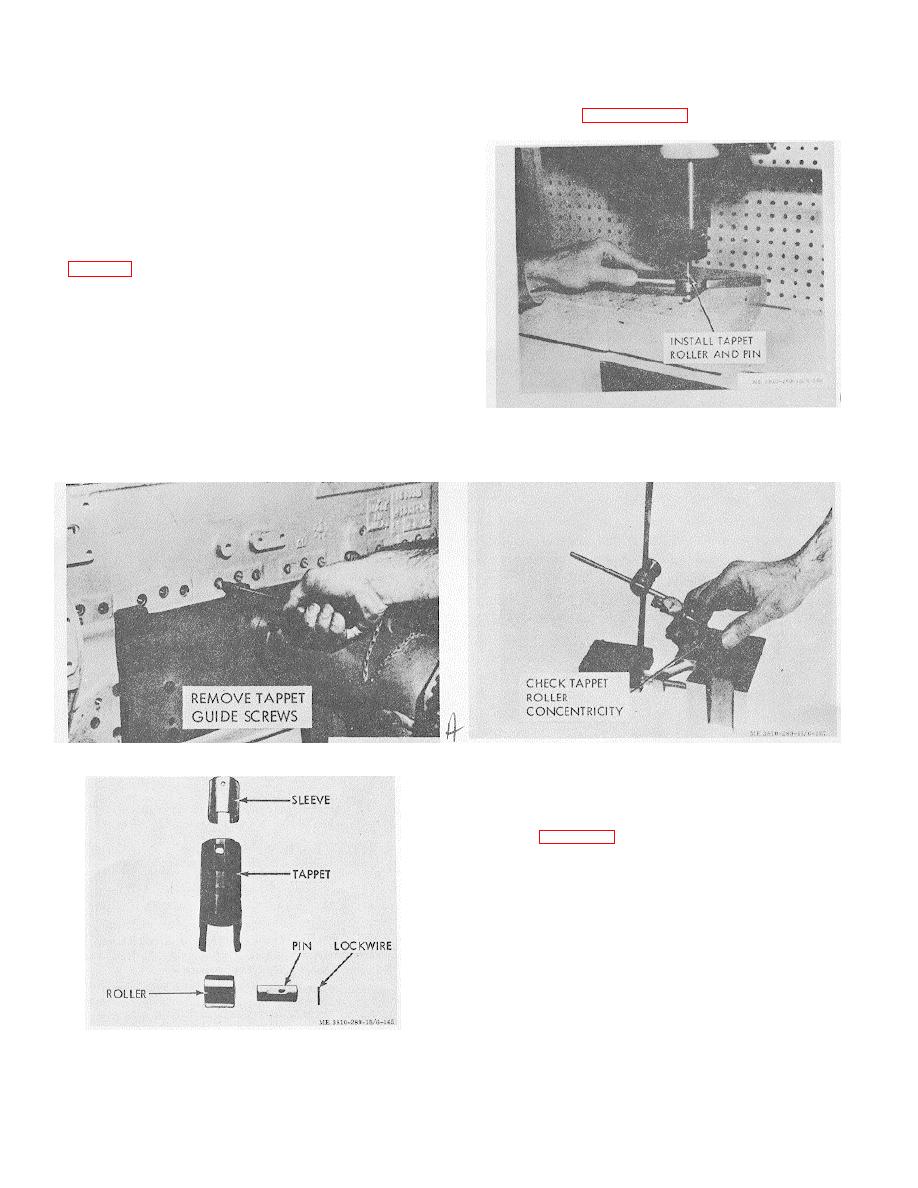
Figure 3-160. Roller and pin installation.
sleeve inside tappet; if less than 15 in.-lb., install new
sleeve.
e. Assembly.
Figure 3-158. Tappet guide screw removal and installation.
Figure 3-161. Tappet roller concentricity inspection.
(2) Insert 0.006 in. shim between side of
roller and tappet; press pin through tappet and roller with
lockwire in pin. Make sure lockwire seats in groove of
tappet. (fig. 3-160)
Caution: Lubricating oil passage in pin and
tappet must index for adequate lubrication.
(3)
Install steel sleeve in tappet by
compressing and aligning guide slot in sleeve with slot in
tappet body.
Caution: Make certain that any roller pins
removed are replaced with identical pins. Use of
incorrect pin and tappet combination will seal off
lubricating oil drillings and lead to parts failure.
f. Inspection of Assembled Tappet. Inspection of
tappet assembly requires a surface plate, small V-block
with clamp to hold tappet in position and an indicator
Figure 3-159. Tappet assembly.
calibrated in tenths of a thousandth in. or attached to a
surface gage.
3-57
