
TM 5-3810-289-34
(1) Using a small wire inspect indexing of
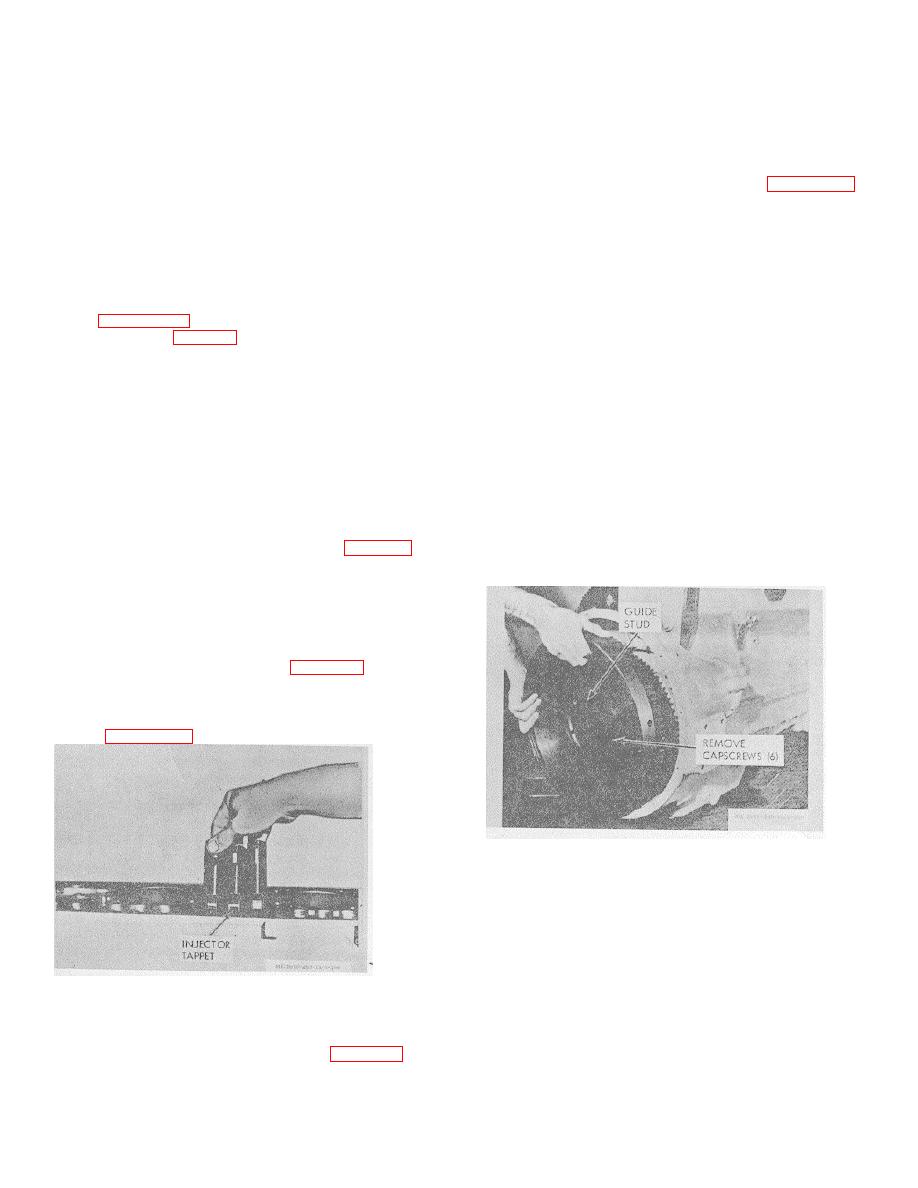
washers securing flywheel to crankshaft; insert one or
pin and body lubricating oil passage.
two guide studs in vacant capscrew holes.
(2) Check freeness of roller by rotating two
Note. Guide studs can be made by using a short
or three turns. If a "drag" is felt the plating on pin has
length of threaded rod.
probably picked up during assembly, due to burs of pin
(3)
Remove remaining capscrews and
not being held square during assembly.
washers and pull flywheel from crankshaft, figure 3-163.
(3) Stand small V-block on surface plate.
Note. If necessary, insert two capscrews into
Note. Tools and parts must be clean to obtain a
threaded holes in flywheel and tighten equally to free
true check.
flywheel from crankshaft.
(4) Stand tappet assembly on surface plate
b. Inspection
with roller up. Secure tappet in V-block with clamp.
(1) Inspect flywheel for cracks or defects.
(5) Using an indicator calibrated in tenths of
(2) Inspect ring gear for broken or cracked
a thousandth in. or (mm) check concentricity by rotating
teeth. Replace if damaged.
roller, figure 3-161. Move indicator stand slightly and
c. Repair.
recheck. Refer to table 2-2 for dimensions.
(1) If replacement is necessary, drive gear
from flywheel with blunt chisel.
Caution: Injector and valve tappet dimensions
(2) If an oven is available, heat new ring
are not the same. Use correct dimensions when
gear to 600 degrees F. (315.6 degrees C.).
checking wear. Any part that do not pass the checks
Caution: Overheating to temperatures above
must be disassembled. (Perform inspection during
660F. (348.90C.) will soften gear.
disassembly to determine the reason for rejection.)
(3) Place ring gear on flywheel and quickly
Reassemble tappets following "Assembly" and
drive onto flywheel until gear is firmly seated.
"Inspection of Tappet Assembly".
(4) If an oven is not available, heat gear with
(6) Using same indicator as in (5) above,
a heating torch-not a cutting torch-from inside diameter
check squareness of roller by sweeping indicator across
so heat travels outward to teeth.
diameter on one end of roller, then sweeping the other
Note. The flywheel is 2.65/2.85 inches thick when
end. Rotate tappet roller 180 and check again at roller
new. Machining is not recommended for an out of
ends by sweeping across the diameter. See table 2-2 for
balance wheel; however, inch holes can be drilled in
dimensions. It is permissible and recommended to exert
the outer edge as required.
some downward pressure against roller when gaging to
assure firm contact against roller pin.
g. Installation.
(1) Install tappets in block; injector tappets
slightly larger than valve tappets and are installed
between each pair of valve tappets (fig. 3-162).
(2) Aline slots in tappet walls with tappet
guide screw holes in block.
(3) Install tappet guide screws (with nylon
inserts), figure 3-168; tighten to 95/115 in.-lb.
Figure 3-163. Flywheel removal.
d. Installation.
(1) Install two guide studs in crankshaft
flange. Assemble flywheel over studs to crankshaft
flange.
Note. When installing a new flywheel with MO"
marks, match "'. indexing marks on flywheel and
crankshaft.
Figure 3-162. Tappet installation.
(2) Insert flywheel washers and capscrews
and tighten alternately to 50/60 ft. lbs. Using same
3-33. Flywheel Assembly
sequence, tighten flywheel capscrews to final torque of
a. Removal.
100/110 ft. lbs.
(1) Remove clutch assembly (para 3-15).
(2) Remove all but two capscrews and
3-58
