
TM 5-3810-295-34
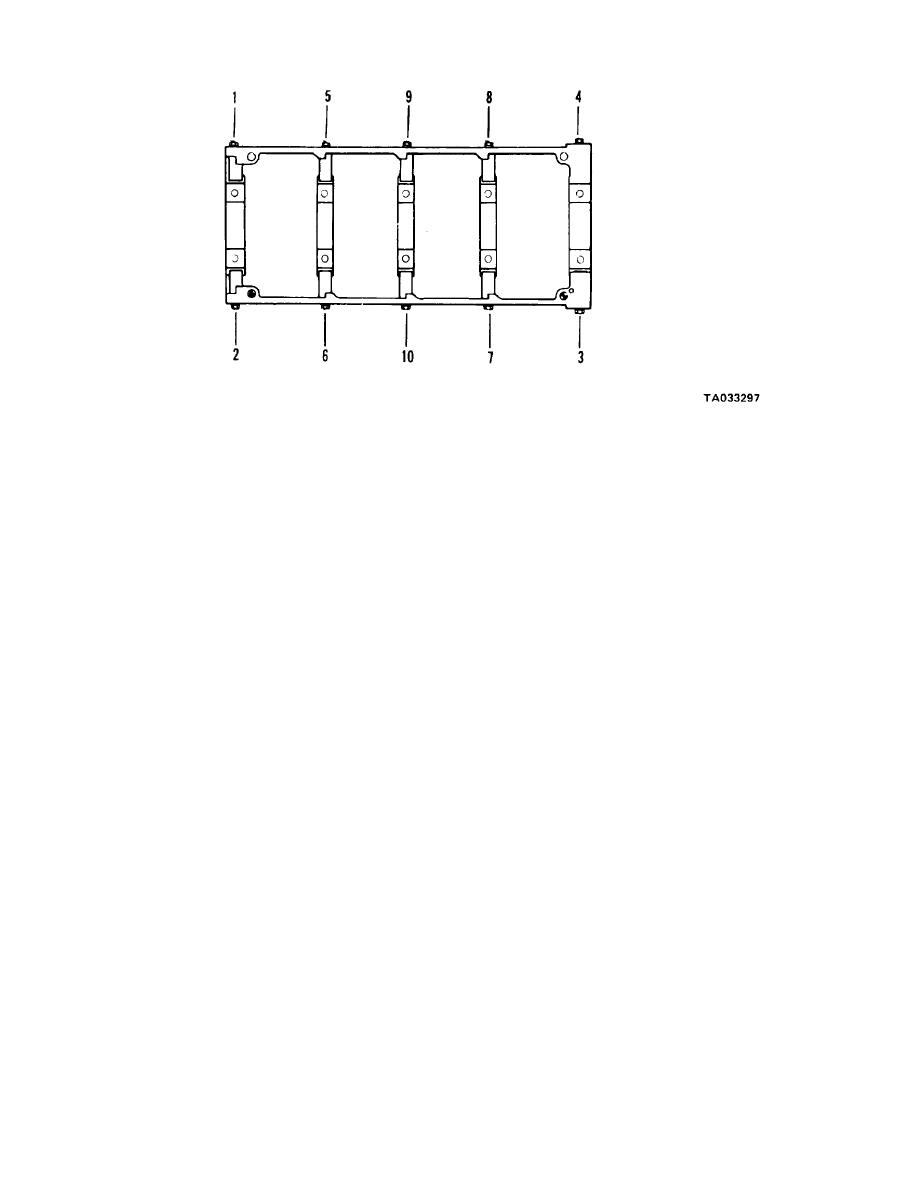
Figure 14-41. Side screw torquing sequence
(5) Lubricate machined preformed packing
(a) Tighten to 25 ft-lb (33.9 N. m).
bore of block with light coat of clean engine oil.
(b) Tighten to 70-75 ft-lb (94.9--101.7 N. m).
Push liner (17) into place by hand carefully, avoid
(c) Tighten to 140--150 ft-lb (189.8-203.4
dislodging crevice seal.
N. m).
CAUTION
d
Check and replace dowels (24, 25, 26, 27, 28 and
Alignment marks on cylinder block and liners
29) if damaged.
must be in alignment within five-eights of an
e.
Install cylinder liners (17) to block as described in
inch from end to end of block after installa-
following:
tion to prevent crankshaft throw contact with
CAUTION
liner tabs.
Before installing cylinder liners, check for
(6) With a suitable liner driver and soft
and remove nicks or burrs in the liners lower
hammer, drive liner into block counterbore. Tap
skirt end, extended portion protruding in bore
lightly as liner is seated to prevent "bounce."
that could cause scoring of pistons. Remove
(7) With suitable liner hold down clamps
all sharp edges or nicks in block lower bore
placed at equidistant points; torqued to 75 ft-lb
which could distort liner sealing.
(101.7 N. m), check liner to block protrusion.
(1) Check and establish liner protrusion as de-
Protrusion must be a uniform 0.003---0.0065 inch.
scribed in paragraph 14-36b(1)(d). If required, install
Remove clamps.
shims (18) around liners to maintain liner protrusion of
(8) Check liner bore for roundness at
0.003--0.0065 inch.
several points within range of piston travel. If liner
(2) Coat preformed packing (20 and 21) and pack-
is more than 0.002 inch out-of-round in packing ring
ing lands on liner with light coat of clean engine oil.
area, or 0.003 inch in top one inch, remove liner
(3) Install crevice seal (19) on flat machine sur-
and check for possible twisted preformed packing,
face above packings with beveled side out on bottom of
cocked liner seal, or liner to block contact which
liner.
could cause liner bore distortion.
(4) Roll each liner packing (18) into position. Care
NOTE
must be taken not to stretch packing out of shape.
Most accurate measurements can be made
Check for twisted packing in grooves, using mold mark
with block removed from engine stand.
on packing as guide; straighten as required.
14-43/(14-44 blank)
