
FLOURESCENT PENETRANT METHOD.
This is a method which may be used on
both non-magnetic and magnetic
materials. A highly fluorescent liquid
penetrant is applied to the part. Then
the excess penetrant is removed from the
surface and the part is dried. A devel-
oping powder is then applied which helps
to draw the penetrant out of the flaws by
capillary action. Inspection is carried
out under "black light".
A majority of indications revealed by the
above inspection methods are normal and
harmless and only in a small percentage
of cases is reliability of the part impaired
when i n d i c a t i o n s a r e f o u n d . S i n c e i n -
spection reveals the harmless indications
with the same intensity as the harmful
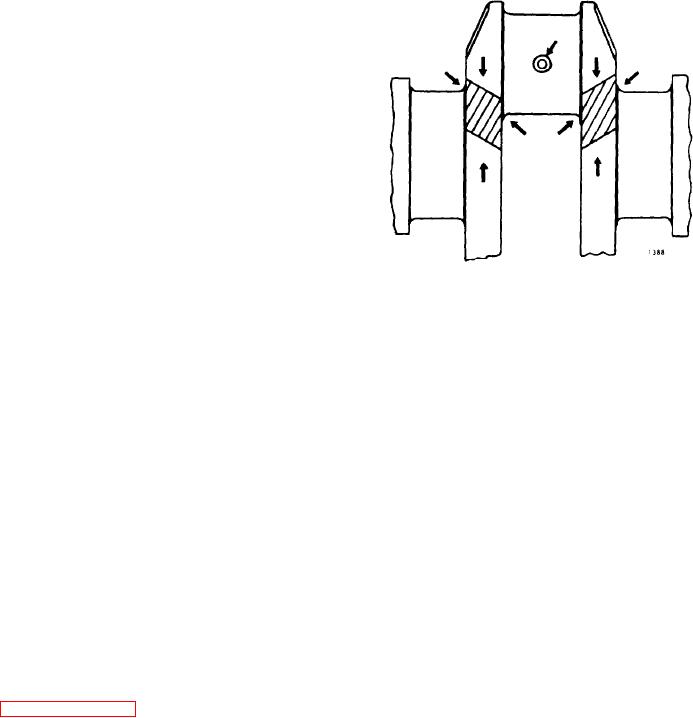
Figure 11B-71. Critical Crankshaft
ones, detection of the indications is but
L o a d i n g Zones
a first step in the procedure. Interpre-
tation of the indications is the most
t i g h t may impose a bending load upon the
important step.
crankshaft.
All crankshafts are magnetic particle in-
Failure resulting from bending
start at
spected after manufacture to ensure
the pin fillet and progress throughout
against any shafts with harmful indi-
the crank cheek, sometimes extending in-
cations getting into the original equip-
to the journal fillet. If main bearings
ment or factory parts stock.
are replaced due to one or more damaged
bearings, a careful inspection must be
Crankshaft failures are rare and when
made to determine if any cracks have
one cracks or break completely, it is
started in the crankshaft. These cracks
very important to make a thorough in-
are most likely to occur on either side of
spection for contributory factors. Un-
the damaged bearing.
less abnormal conditions are discovered
and corrected, there will be a repetition
Torsional fatigue failures result from
of the failure.
torsional vibration which takes place at
high frequency.
There are two types of loads imposed on
a crankshaft in service--a bending force
A combination of abnormal speed and load
and a twisting force. The design of the
conditions may cause the twisting forces
shaft is such that these forces produce
to set up a vibration, referred to as tor-
practically no stress over most of the
sional vibration, which imposes high
surface. Certain small areas, designated
stresses at the locations shown in
as critical areas, sustain most of the load
Figure 11B-71.
(see Figure 11B-71).
Torsional stresses may produce a frac-
Bending fatigue failures result from
ture in either the connecting rod journal
bending of the crankshaft which take
or the crank cheek. Connecting rod
place once per revolution.
journal failures are usually at the fillet
at 45 to the axis of the shaft.
The crankshaft is supported between
each of the cylinders by a main bearing
A l o o s e , damage or defective vibration
and the load imposed by the gas pres-
damper, a loose flywheel or the introduc-
sure on top of the piston is divided be-
tion of improper or additional pulleys or
tween the adjacent bearings. An
couplings are usual causes of this type
abnormal bending stress in the crank-
of failure. Also, overspeeding of the
shaft, p a r t i c u l a r l y i n t h e c r a n k f i l l e t ,
engine or resetting the governor at a
may be a result of misalignment of the
different
speed
than
intended
for
the
main bearing bores, improperly fitted
engine application may be contributory
bearings, bearing failures, a loose or
factors.
broken bearing cap, or unbalanced pul-
leys. Also, drive belts which are too