
Figure 11B-74. Crankshaft Journal
Fillets
radius between each thrust surface and
the bearing journal.
7. Stone the edge of all oil holes in the
F i g u r e 11B-75. New or Remanufactured
journal surfaces smooth to provide a ra-
Crankshaft
dius of approximately 3/32".
2. Refer to this subsection for main bear-
8 . A f t e r g r i n d i n g has been completed,
i n g details and install the upper grooved
inspect the crankshaft by the magnetic
main bearing shell in the block. If the
particle m e t h o d t o d e t e r m i n e w h e t h e r
old bearing shells are to be used again,
cracks has originated due to the grind-
install them in the same locations from
ing operation.
which they were removed.
9. Demagnetize the crankshaft.
NOTE
10. Remove the plugs and clean the
When
a
new
or
reground
crank-
crankshaft and oil passage thoroughly
shaft is installed, all new main and
Dry the shaft with com-
with fuel oil.
connecting rod (upper and lower)
pressed air and reinstall the plugs.
Install
Crankshaft
If a new crankshaft is to be installed,
s t e a m clean it to remove the rust preven-
tative, blow out the oil passages with
compressed air and install the plugs.
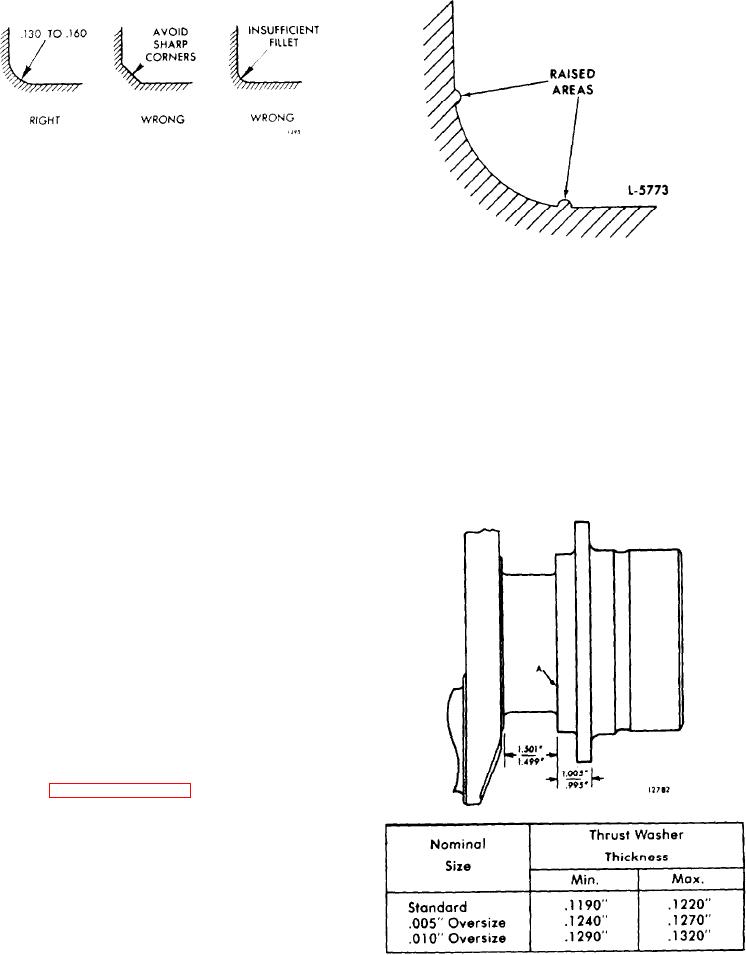
NOTE
A new or remanufactured crank-
shaft receives a rolling process in
the fillet area for added strength.
Oftentimes this leaves a slightly
raised area at each end of the fillet
This is an
(see Figure 11B-75).
acceptable shaft and must not be
confused with outside reground
shafts that are left with a notch
rather than a required blend as
outlined under "Crankshaft Grind-
i n g " on page 11B-49.
Then install the crankshaft as follows:
1. Assemble the crankshaft timing gear
F i g u r e 11B-76. S t a n d a r d Dimensions
and the oil pump drive gear on the
at Crankshaft Thrust Surfaces
crankshaft (refer to Subsection 11E).