
b. Check the side clearance of the connecting
NOTE
rod (the piston pin end) to the piston boss with a feeler
Heat
aluminum
guage. Clearance will be 0.040/0.050 inch.
pistons in hot water
c. Lubricate piston and rings with clean
before removal of
lubrication oil and install chrome compression ring in top
piston pins. This will
piston groove. All rings must be installed with the word
permit pin to be
"Top" toward the top of the piston. Stagger ring gaps so
pushed out easily
they are not in line with each other or with piston pin.
without
distorting
d. Install connecting rod and piston assembly
piston.
matching cylinder and numbers stamped on connecting
4-72. Cleaning, Inspection and Repair
rod. Locate number on connecting rod toward camshaft
a. Clean all parts with an approved cleaning
side of engine. Install connecting rod bearing cap so
solvent and dry thoroughly.
numbered side of cap is matched with numbered side of
b. Check connecting rods, caps, and U-bolts by
rod.
Lubricate U-bolts, nuts, and lock plates and
magnetic inspection, for cracks. If cracks are detected,
assemble.
replace rod and cap as an assembly.
e. Tighten front U-bolt nuts, then rear U-bolts
c. Check connecting rod piston pin bushing
nuts to 15.'20 foot pounds. Then tighten each nut to 30
diameter to see that it is within tolerance limits (table 1-
foot pounds in same sequence.
f.
Loosen all nuts completely to remove tension,
d. Check connecting rod alignment. (Refer to
then repeat step (d) above.
g. Advance each nut one-half hex (30'-). Finish
defective unit.
tightening by advancing additional half hex (300).
e. Check the pistons for piston ring groove
h. Check torque in clockwise direction. If less
clearance. Hold new ring flush with piston land and
than 38 foot-pounds is required to break nut loose after
insert 0.006 inch feeler gage. If gage enters groove,
tightening sequence is completed, remove U-bolts and
wear is excessive and piston must be replaced.
replace with new U-bolts.
f.
Check piston ring gap by inserting each
i.
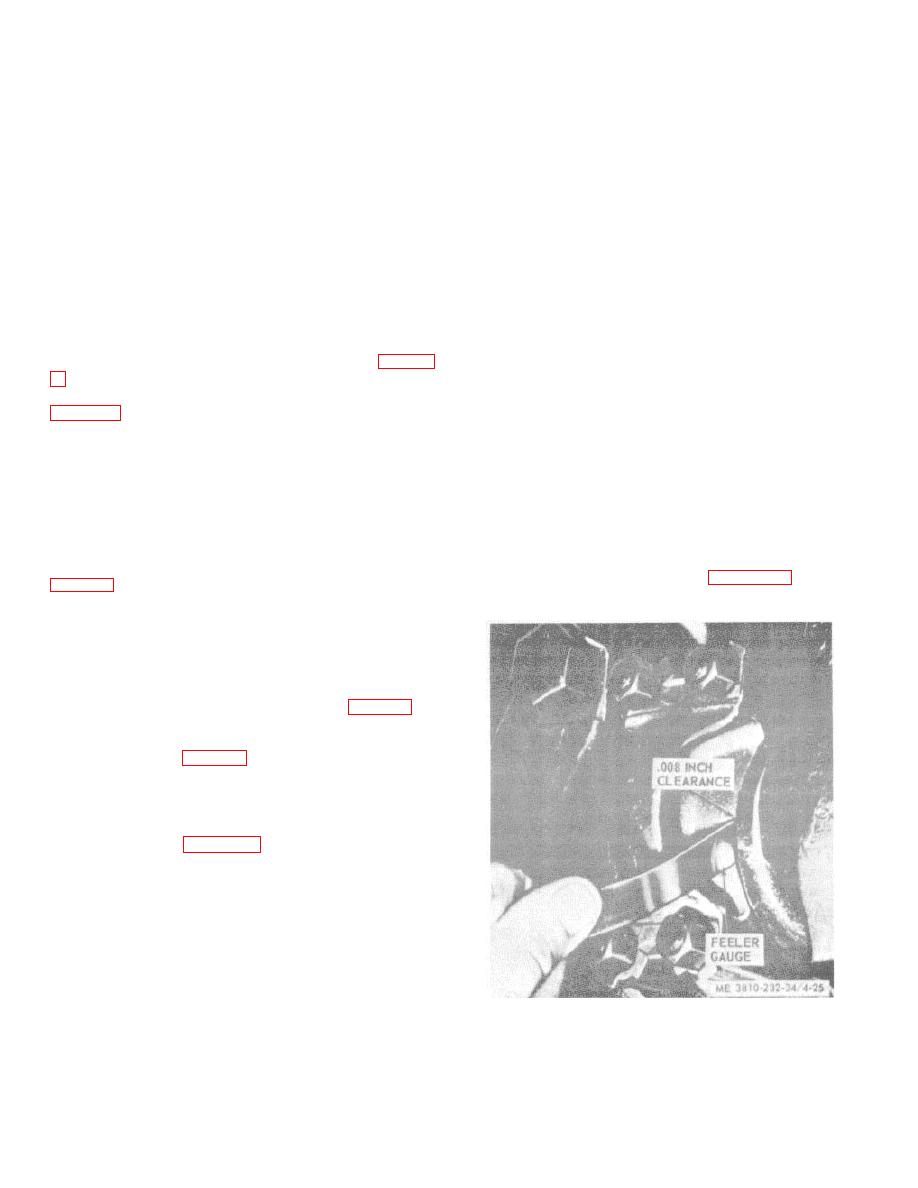
Check side clearance between connecting
compression ring in mating cylinder liner, seating it
rod and crankshaft on both sides of connecting rod by
squarely with a piston head in an unworn surface of liner.
tapping rod from side to side with rubber mallet and
g. Measure ring gap with feeler gage. (Refer to
inserting feeler gage as shown in figure 4-25. Clearance
must not be less than 0.008 inch.
h. If necessary file ends of the rings to obtain
the minimum ring gap.
CAUTION
Never file chrome
plated piston rings.
i.
Check piston skirt diameter with micrometers
at right angles to piston pin bore. (Refer to table 1-1 for
allowable wear limits and tolerances).
j.
Check piston pin bore and piston outside
diameter. (Refer to table 1-1 for allowance tolerances).
k. Replace all damaged or defective parts as
necessary. Always replace connecting rod bearings at
matched sets.
4-73. Reassembly and Installation
a. Refer to figure 4-24 and assemble connecting
rod and piston assemblies as shown.
NOTE
Heat the pistons in hot
water before installing
the piston pins to
provide
easy
pin
installation
and
prevent
piston
distortion.
Figure 4-25. Checking rod to crankshaft clearance.
4-33
