
TM 5-3810-206-35
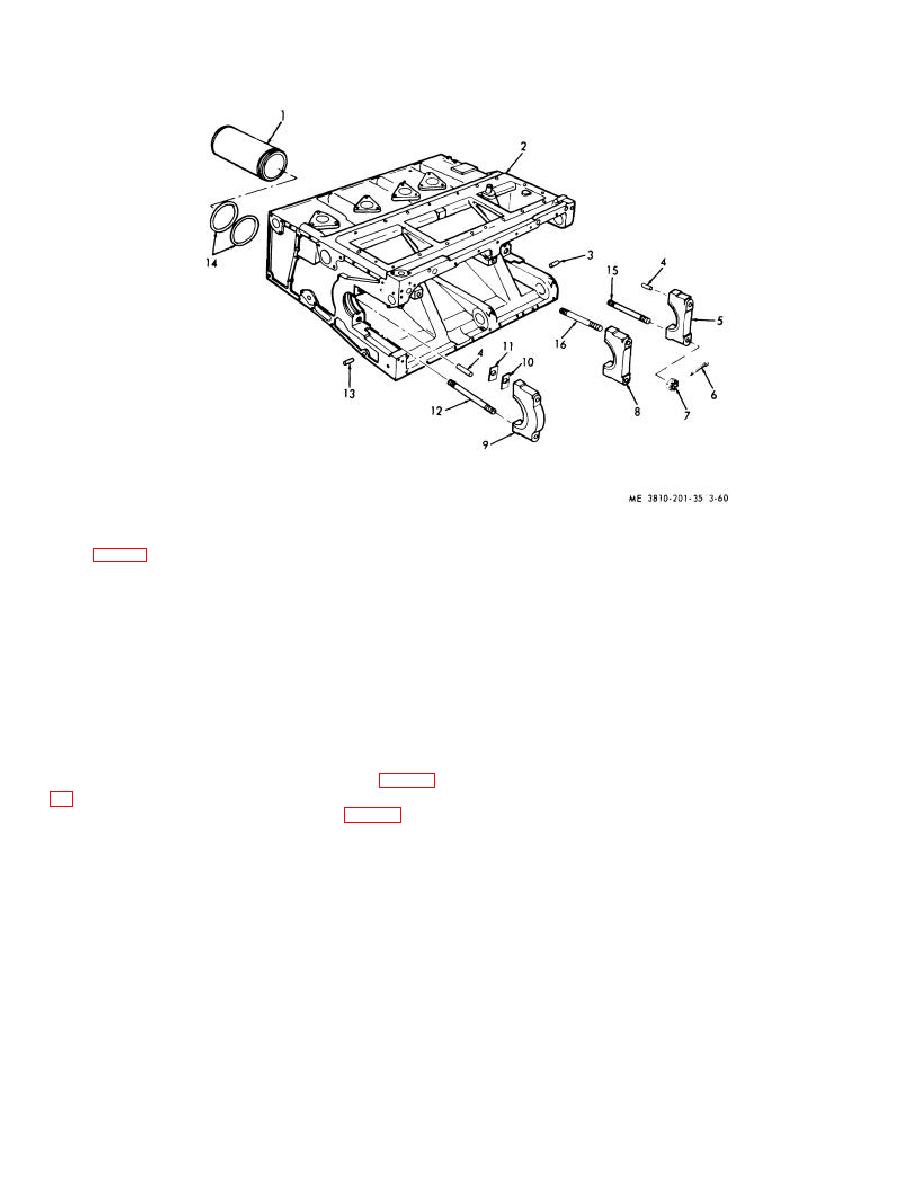
KEY to fig. 3-60:
1
Cylinder sleeve (6 rqr)
5
Cap
9
Cap
13
Dowel pin
2
Cylinder block
6
Cotterpin (6 rqr)
10
Shim (AR)
14
Packing (12 rqr)
3
Dowel pin
7
Nut (6 rqr)
11
Shim (AR)
15
Stud (2 rqr)
4
Dowel pin
8
Cap
12
Stud (2 rqr)
16
Stud (2 rqr)
Figure 3-60. Cylinder block, cylinder sleeve, and main bearing caps, exploded view.
(10) Remove plug (46) and shaft (47).
packings on skirt of each sleeve to
(11) Remove remaining plugs, packings, and
be installed, then press sleeve into
ferrules as required.
cylinder.
c. Removal of Cylinder Sleeves and Main Bearing
Caps.
d. Cleaning, Inspection, and Repair.
(1) Remove piston and connecting rod (para 3-
(1) Clean all parts except hea d gasket, which
will be discarded, and dry thoroughly before inspection
(2) Use a puller and pull sleeve (1, fig. 3-60) out
or reassembly.
of cylinder block (2), then remove two packings (14) from
(2) Inspect cylinder head for cracks, breaks,
sleeve.
damaged threads and warpage. Repair a cracked or
(3) Repeat step (2) above for all sleeves that
broken head by welding, or replace the head. A slightly
require removal.
warped head may be repaired by removing some metal
(4) Remove two cotterpins (6), nuts (7), and
with a surface grinder. Replace the head if warped
bearing cap (5), from studs (15), then remove shims (10
beyond satisfactory repair.
and 11) as required.
(3) Inspect cylinder block for cracks, breaks,
(5) Repeat step (4) above for remaining bearing
leaks, and other damage. Repair cracks, breaks, and
caps (8 and 9).
leaks by welding, or replace the block.
(6) Remove dowel pins (3, 4, and 13) and studs
(4) Inspect cylinder sleeves for scoring damage
(12, 15 and 16) as required.
or wear.
Replaced damaged or excessively worn
sleeves. Inside diameter of a new sleeve is 4.500 to
4.501 inches. Replace sleeves when worn 0.004 inch or
Note. At reassembly, place two
3-72
