
TM 5-3810-289-34
(c) Drive bushing into position (oil alined)
using the ST-782 Bushing Driver (fig. 3-24
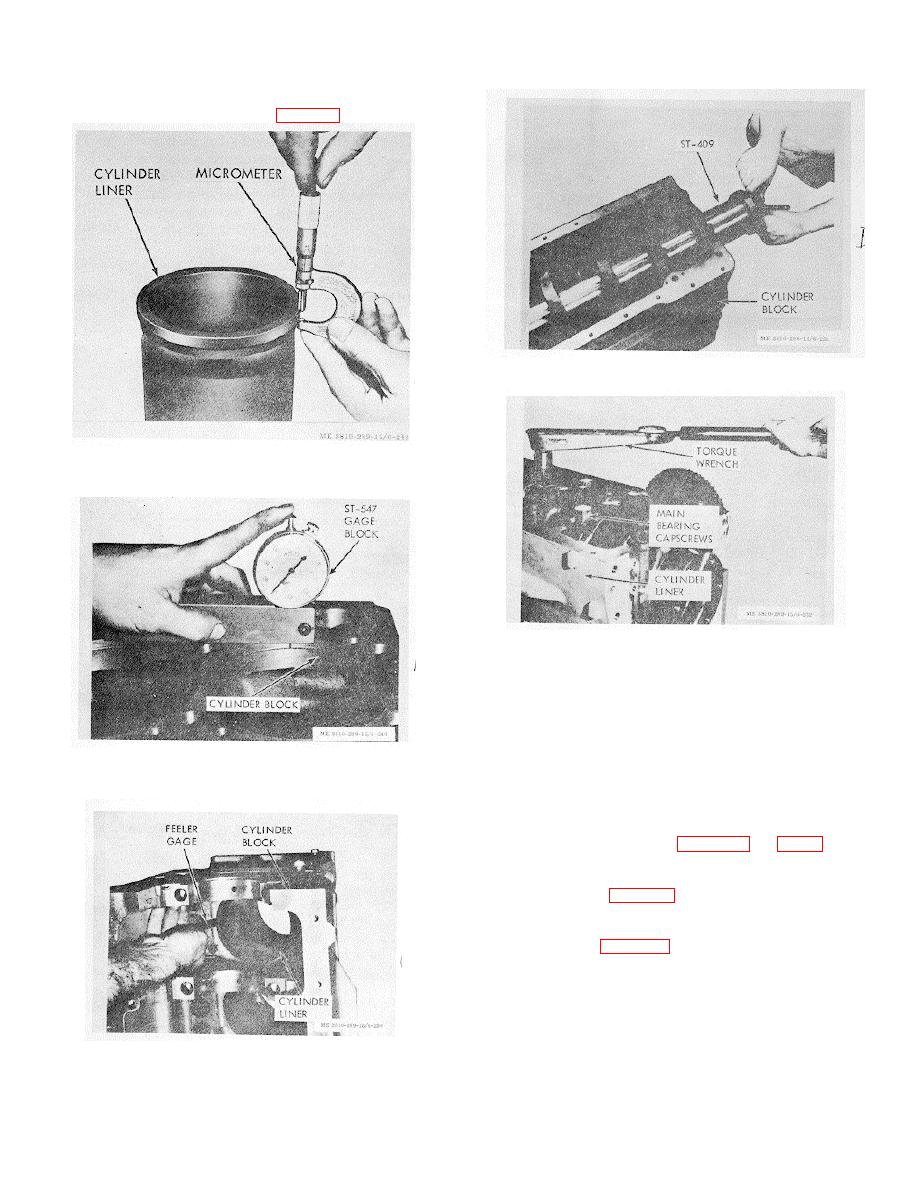
Figure 3-242. Checking main hearing bore alinement.
Figure 3-239. Inspecting liner flange height- outside
bead.
Figure 3-243. Torquing main bearing capscrews.
(2) Top surface refinishing.
(a) Under certain conditions, a cylinder
block may be salvaged by removing a maximum of 0.010
in. of material from the top surface.
(b) Use either a milling machine or large
Figure 3-240. Inspecting liner counterbore depth in
surface grinder; locate block on main bearing pads, not
block.
on pan ledge.
(c) Make light cuts of 0.001/0.003 in. deep,
removing only enough material to make block usable.
(d) Check distance from centerline of main
bearing bore to top of block (fig. 3-248 and 3-249). Find
this dimension by placing block, top down, on a flat
surface plate and measuring from main bearing bore
centerline to plate, table 2-2.
(e) An alternate method is to check distance
from installed main bearing bore alinement bar to top
surface of block, table 2-2. Distance from head surface
to main bearing bore centerline must not vary more than
0.002 in. throughout length of block. Head surface
flatness must not vary over 0.002 in.
(f) Finish surfaces to 125 R.M.S.
(g) Resurface counterbore to obtain proper
liner protrusion.
Figure 3-241. Inspecting cylinder liner clearance.
3-86
