
(b) If bore must be reamed, first
equipped with non-press-fit liners may be reworked to
accept special (0.020 inch oversize flange) press-fit
remove 0.002/ 0.003 in. stock from bottom milled
liners.
surface of main bearing caps which are out of alinement.
(b) Enlarge
block
counterbore
Remove stock by lapping or surface grinding.
diameter to 4.894/4.896 in. (fig. 3-249 B) with a vertical
Note. Omit this step if replacement caps are
boring bar or equivalent. Non-press-fit liner bore (fig. 3-
being used.
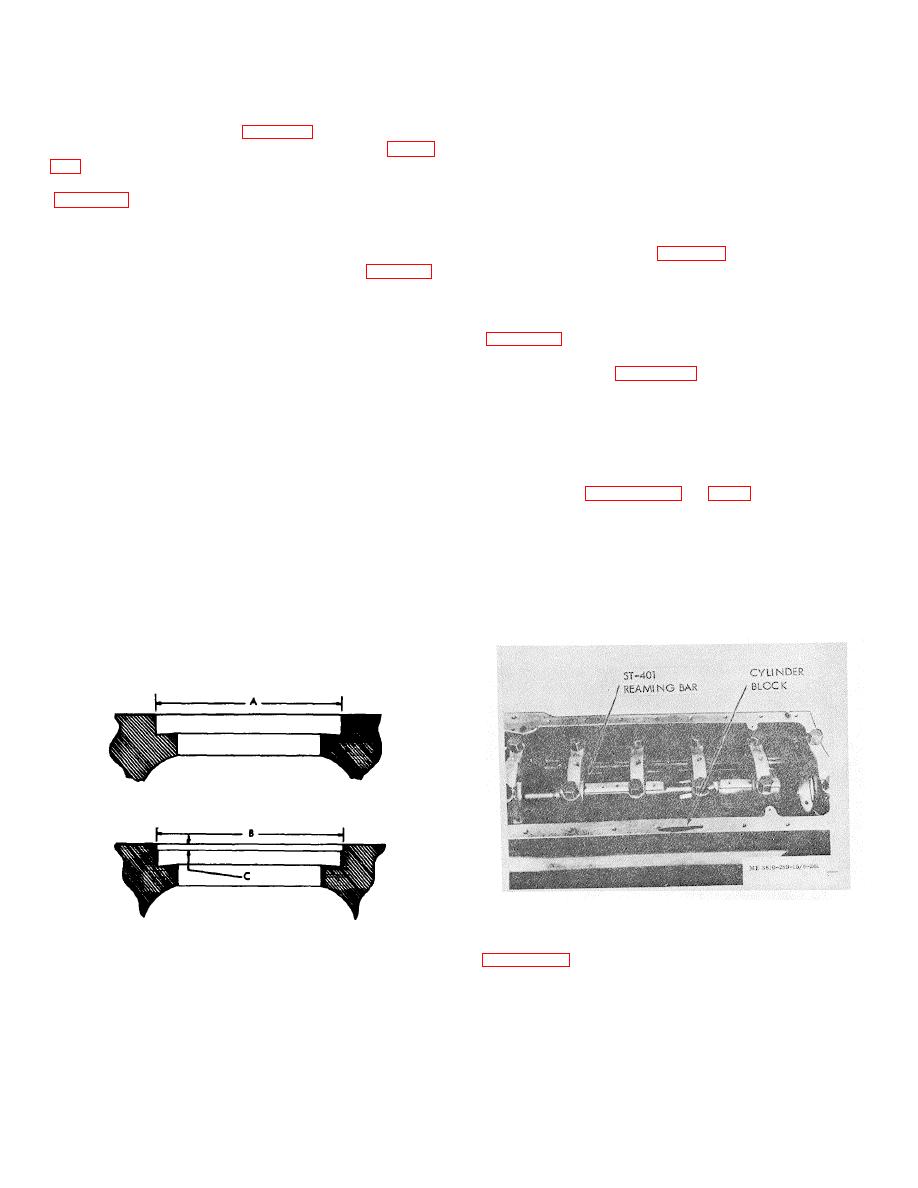
(c) Main Bearing Bore Reamer ST-
(c) Extend cut to only 0.200/0.250 in.
401 in block so rear of bar is piloted in two good main
bearing bores.
Caution: Do not extend cut full depth of
(d) Install all main bearing caps in
counterbore or liner shims will not locate correctly.
block and tighten capscrews to operating tension,
(d) Remove sharp corners and burs.
following steps shown in table 2-2, in alternating steps
(e) Use shims as listed in table 2-2,
from one capscrew to another on same journal.
(e) Lubricate reamer cutters and
necessary during liner assembly.
(5) Cylinder head capscrew threads. Check
bores in block with engine lubricating oil. This will
prevent reaming oversize and will allow a better finish
cylinder head capscrew hole threads in block. If threads
are damaged, block may be repaired by installing Helicoil
(f) Use ST-219 Reamer Driver to
inserts.
turn the reamer, (fig. 3-253). This driver is loosely
(a) 11/16 inch cylinder head capscrews.
pinned to prevent up and down or side thrust of reamer
1.
Drill out old threads with 13/16
while it is being turned.
inch drill to 1 15/16 inch.
(g) Run reamer through remaining
2. Tap drilled hole with tap from ST-
476 to 1 inches depth.
main bearing bores without "backing up" or reversing.
(h) Check bore with Checking Bar
3.
Install insert with inserting tool.
Break off notched lead tang of insert.
and measure bore diameter once again with dial bore
(b)
34 inch cylinder head
gage. Refer to figures 3-242 and 3-244 and d. (10), (12)
capscrews.
above.
1. Drill out old threads with
(i) Clean block thoroughly.
13/16 inch drill to 115/ 16 inches depth.
(7) Sleeve eroded water holes.
2. Rough and finish tap drilled
(a) The cylinder block surfaces
hole with tap from ST-595 to 1 19/32 in. depth.
around the water holes must be free of any erosion, pits,
3. Install insert with inserting
scratches or blemishes which are more than 0.003 in.
tool. Break off notched lead tang of insert.
(0.0762 mm) deep in the area 1/16-to 5/32-in. from edge
(6) Main bearing bore reaming.
of water holes. Repair as follows:
(a) If main bearing bore was out of
alinement or if replacement cap has been installed ream
bore as follows.
Figure 3-252. Reamning main bearing bore.
(b) Insert holddown adapter of ST-
Figure 3-251. Standard and oversize counterbore
1010 into cylinder head capscrew hole as illustrated in
Caution: Do not ream the main bearing bore
(c) Position tool on head with reamer
indiscriminately. It should never be necessary to
guide hole over water hole to be repaired.
ream the main bore unless a cap has been distorted
(d) Insert tool holddown knob into
or replaced. Use of the reamer must never replace
holder assembly and tighten down finger tight.
use of the checking bar.
3-89
