
TM 5-3810-289-34
shaft the part also shows many widely scattered short
removed.
indications, it will be rejected.
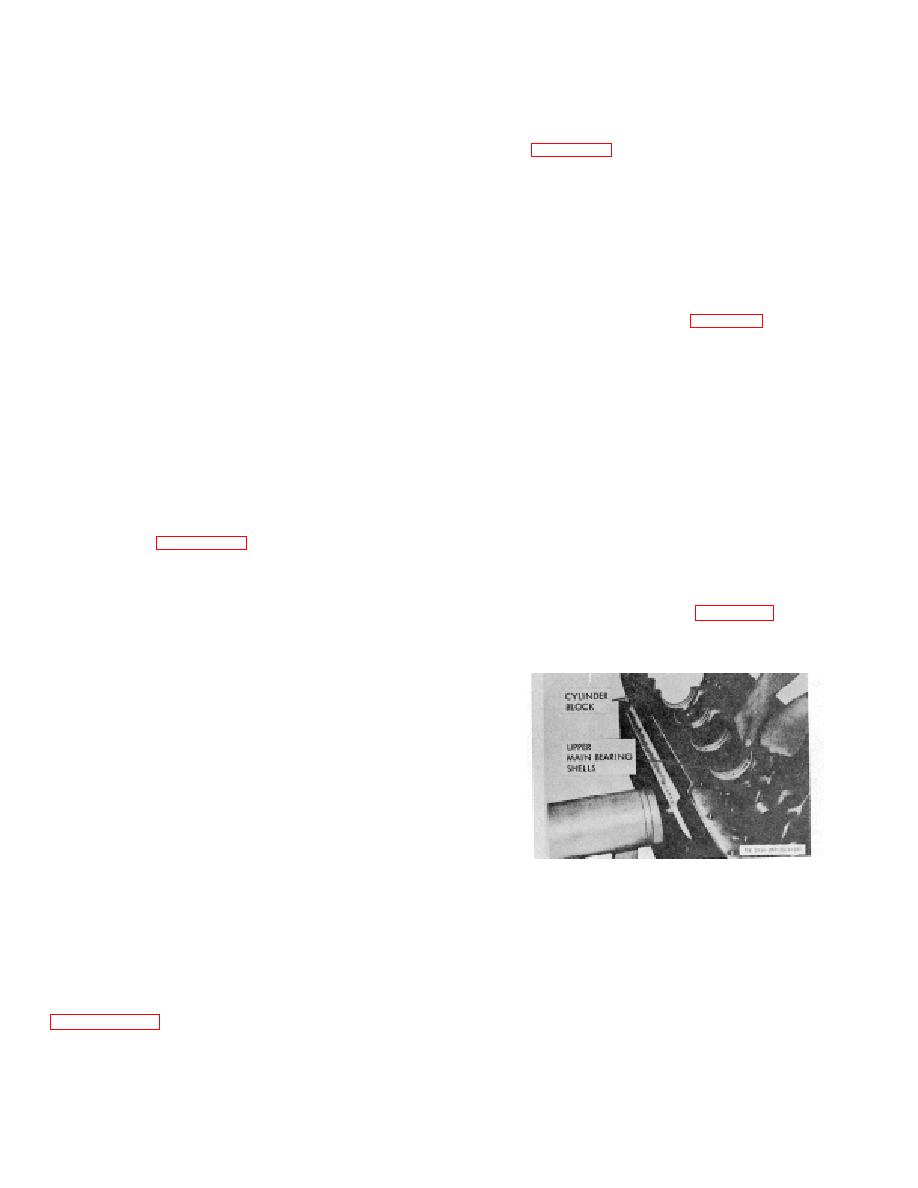
(5) Lay upper main bearing shells in block
(m) An inclusion which is intermittently open
bores, engaging locking tangs with recesses in block
and subsurface shall be considered and measured as an
bores (fig. 3-228). Index drilled oil passage holes in
open indication after the original indication is wiped off.
block and shells.
The entire indication must first meet requirements for
(6) Coat crankshaft surface of upper main
subsurface limits.
bearing shells thoroughly with graphite grease such as
(n) Open and subsurface indications on
Lubriplate, or equivalent high-pressure grease.
counterweights and crankthrow bevel outside the critical
Note. The use of clean lubricant throughout the
region are acceptable.
engine cannot be over-emphasized; built-in dirt soon
(o) Seams or indications outside critical
causes engine failure.
region that extend over crank web periphery but are not
(7) Lift crankshaft over cylinder block, using
visible on crankpin wall are acceptable.
a rope sling or hooks protected with rubber hose; lower
(p) Open seams on web periphery that
crankshaft carefully into place (fig. 3-229).
show visual depth on crankpin wall may be removed
(8) Roll upper thrust rings onto position,
from web periphery with a 1/8 inch radius wheel,
being certain that babbit or grooved sides are facing
provided at least 1/16 inch wall remains above crankpin
crankshaft flanges.
fillet after repair and balance limits are maintained.
Note. Upper thrust rings are not doweled to block;
(q) Indications due to weld defects are not
doweled lower rings (to main bearing cap; prevent upper
acceptable in counterweight welds. Indications at corner
rings from turning.
may be ground out and blended to depth not exceeding
(9)
Coat lower main bearing shells
/4 inch long.
(crankshaft surface) with graphite grease such as
(r) Open longitudinal indications in flywheel
Lubriplate, or equivalent high pressure grease; snap
and thrust flange fillets longer than 3/8 inch are not
lower main bearing shells into place over crankshaft.
acceptable.
Lower main bearing shells are plain with no grooves or
(s) For limits of indications on oil seal
oil passage holes.
surface refer to figure 3-227. Open Magnaflux indication,
Caution: Solid lower shells should not be used
or machining defects that are within specification limits
where continuous-groove shells have been used and
are acceptable in unshaded areas around circumference
crankshaft has not been reground.
of flange. Open light indications which, when wiped
(10) Position lower thrust rings over dowels
clean, do not show sharp edges, are acceptable in the
on No. 7 main bearing cap (fig. 3-230); install main
3/16 inch shaded area.
bearing caps with numbers (corresponding to upper main
(6) After inspection where coil shot is used,
bearings) toward camshaft (fuel pump) side of block.
give crankshaft head shot to put magnetic poles at ends
Note. Main bearing caps are not interchangeable.
of crank, not throws. The residual magnetic field should
not exceed two units on the Magaflux Field Indicator or
equal.
k. Assembly of Crankshaft.
(1) Install crankshaft gear, if removed.
(a) Install key in shaft.
(b) Heat gear with heating torch-not cutting
torch-to 400 F. 204.4 C.
(c) Lubricate flange with graphite grease
such as Lubriplate and drive gear onto shaft with piece of
tubing.
Figure 3-228. Upper main bearing shells installation.
(2) Install lockplate and nut (if used).
I. Installation.
(11)
Lubricate main bearing capscrew
(1) Turn cylinder block upside down.
threads with clean lubricating oil; install new lockplates
(2) Make sure that crankshaft, main bearing
on capscrews.
shells, main bearing bores, oil passages, etc., have been
(12)
Place main bearing capscrews in
cleaned and inspected and that pipe plugs are installed
position; tighten alternately and slowly to seat caps in
tightly in crankshaft.
position.
(3) If not previously performed, check main
Caution:
Driving main bearing caps into
bearing bore and alinement.
See Cylinder Block,
position may jar lower main bearing shells out of
(4) Clean main bearing caps and capscrew
position.
holes; be sure all liquid and foreign particles are
3-81
