
TM 5-3810-289-34
3. Install injector and cup in cylinder head
and secure at operating torque.
4. Select ST-597 spacer block, table 2-2, for
bore size desired. Loosen two socket head screws in
end of ST-597. Assemble spacer between pilot pin and
tool holder blocks.
5. Position largest pilot pin so it protrudes
down in same direction as cutter and tighten assembly in
place.
(b) Turn cylinder head upside down on head
holding fixture and install ST-597 pilot pin into injector
bore.
(c) Check position of stop in tool holder
block to assure it will not contact water hole during
grooving operation.
(d) Set stop on tool so cutter protrudes
0.006/0.008 inch below stop. Rotate tool clockwise to
cut groove.
Figure 3-129. Regroove cylinder head.
Caution: Do not attempt to cut deeper than
(b) Remove 0.005/0.006 inch material at
cutter groove depth or cutter will break. Groove
one time and no more than 0.030 inch total, table 2-2.
lands should be 0.010/0.015 in. wide and flush with
(c) Rework valve seat insert counterbore by
head surface.
removing amount of stock equal to that removed during
(4) To use ST-915 grooving toot
head resurfacing operation. See paragraph 3-45.
(a) Place cylinder head in ST-583'ffead
(d) Sand surface of cylinder head with an
Holding Fixture.
orbital sander. Do not use a disc sander. Do not allow
(b)
Check data plate on housing to
the sander to tilt or rock, since this may result in rounding
determine in which hole the locating plug is to be placed.
of the machined edges, figure 3-127.
(c) Place tool holder into slit in housing with
(e) After resurfacing.
locating plug in proper hole and secure with 5/8 inch
1. Check head height; see table 2-2 for
capscrew.
head dimensions. Use micrometer or vernier calipers for
(d) If tool has not been adjusted previously,
accurate measurement, figure 3-128.
adjust as follows:
2. Install new injector sleeves to maintain
1. Place housing, with tool holder secured in
correct injector tip protrusion. See paragraph 3-14.
place, on a surface plate or similar flat surface.
3. Check over-all height of assembled valve
2. Loosen setscrews holding tool adjusting
springs to see if it is necessary to install spacers (1/16
screw and turn adjusting screw down until tool cutting bit
inch maximum) under springs to obtain correct
touches surface plate.
assembled height.
3. Remove grooving tool from surface plate
Caution: Only 1/32 in. spacer can be used if
and turn adjusting screw down three notches, or 60' to
head has not been resurfaced.
lower cutting tool bit approximately 0.006 inch.
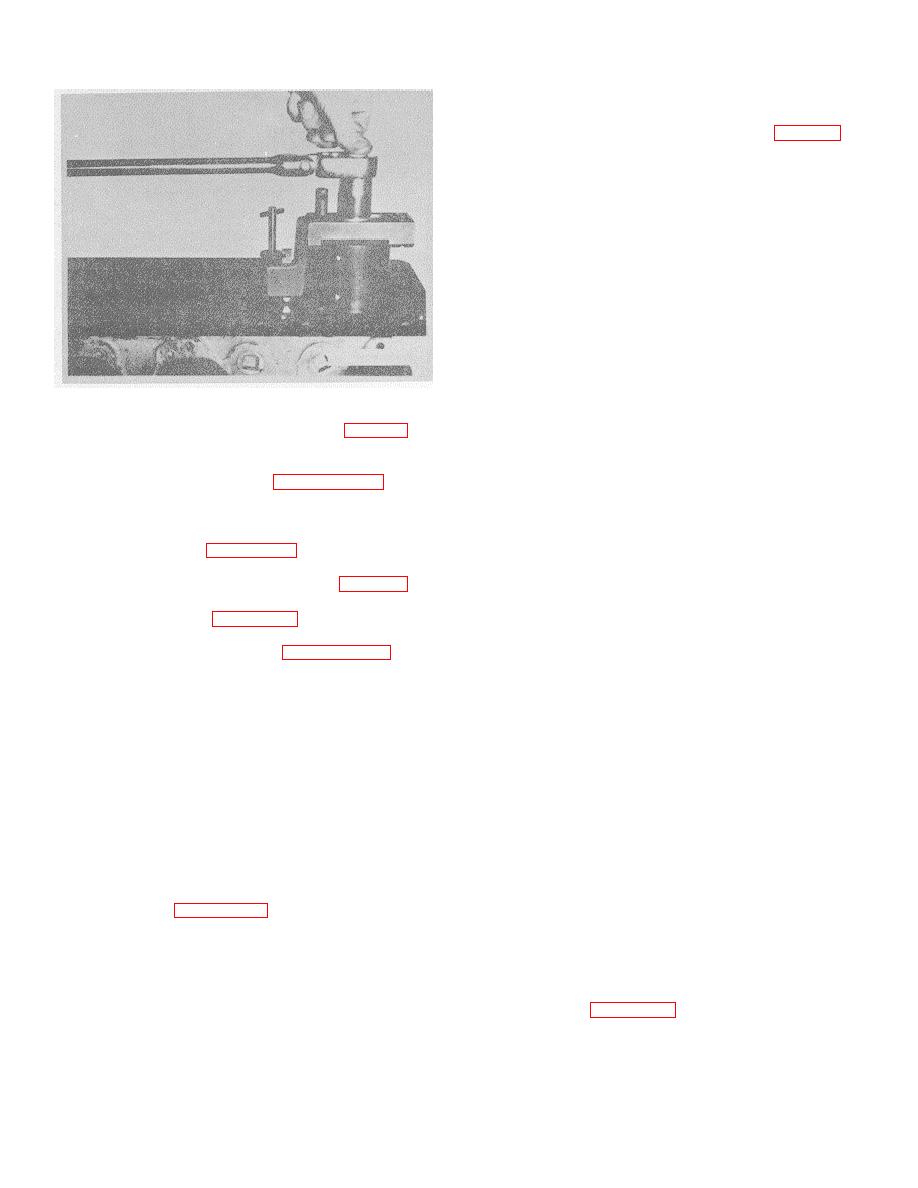
(3)
Regroove cylinder head.
Beaded
(e) Install grooving tool on head by placing
cylinder liners, steel cylinder head gaskets and grooved
the locking screw in' the injector holes and tighten hand
cylinder heads are designed to operate in conjunction
tight. This locking screw can be used either with or
with each other.
If the cylinder head has been
without the injector sleeve.
resurfaced or has not been grooved previously, it will be
Caution: Over-tightening of locking screw in
necessary to cut grooves in the cylinder head over each
head when injector sleeve has been removed may
cylinder liner. These grooves will assure a better seal
cause mutilation of the beads in the head.
between the cylinder head gasket and block during
(f) Check head to assure cutting tool bit will
engine operation, figure 3-129. Use ST-597 or ST-913
not contact water hole during grooving operation.
Cylinder Head Grooving Tool to perform this operation.
(g) Rotate grooving tool clockwise to cut
(a) To use ST-597 grooving tool:
groove. The tool bit is spring loaded in the tool holder
1. Place cylinder head in ST-583 Head
and will ride over any "hard" spots on the head surface.
Holding Fixture.
It may take two or three revolutions to get a smooth even
2. Select scrapped injector, preferably one
cut in the head, figure 3-129.
with Class "O" plunger bore and injector cup. Cut off cup
e. Installation.
exposing plunger bore, maintaining cup seal area intact.
Install reworked cup on injector body.
3-47
