
TM 5-3810-289-34
are 9.500 in. between centers. (Production rods may
vary from 9.498 in. to 9.500 in. (5, fig. 3-200).
2. Assemble cap to rod as described in
3. Insert piston pin, furnished in ST-562
mandrel set, in crankpin bore.
4. Insert and tighten ("snug" only) expanding
arbor, furnished with Locating Mandrels, in crankpin
bore.
5. Set rod in fixture. (fig. 3-203).
6. Move dial holder so dials indicate on
piston pin.
7. Zero dial indicators.
8. Lift rod, arbor and pin assembly from
Figure 3-200. Connecting rod specifications.
fixture; turn horizontally 180 degrees; set back in fixture.
(6) Remove piston pin snap rings.
9.
Readjust dial indicators to divide
(7) To facilitate the removal of piston pins,
difference between first and second readings, fixture is
first heat pistons in hot water; then push pin from piston,
now calibrated.
using an arbor press or other suitable method. Do not
(g) Check rod alinement as follows:
drive or otherwise force pin from piston.
1. Measurements read directly from dial
b. Inspection.
indicator indicate comparative length and misalignment
(1) Connecting rods.
of bores. Measurements apply with or without bushing
(a) Magnaflux all connecting rods, caps and
installed.
bolts; discard if cracks are detected.
Note. Be sure rod and cap are kept mated at all
times. Check rods for cracks with 1800 ampere current
AC equipment or 1500 ampere current DC or rectified
AC equipment longitudinally between plates. Check rods
for cracks with 3400 ampere-turns with AC equipment or
2600 to 2800 ampere-turns with DC or rectified AC
equipment in a coil. Pay particular attention to shaded
critical areas shown in figure 3-200.
Note. Ampere-turns is defined as the amperage
flowing through the coil, multiplied by the number of turns
in the coil. Most coils contain four turns and therefore
only 700 amperes need to be applied with DC
equipment, or 850 amperes with AC equipment. Apply
one and one half percent wet solution while current is on.
Figure 3-201. Connecting rod crank journal bore check.
Make visual inspection after each application of current.
(b) Assemble cap to rod and alternately
2. Assemble ST-562 Mandrel in rod to be
tighten nuts to operating tension by Template method as
checked.
described in table 2-2.
3. Set rod in fixture.
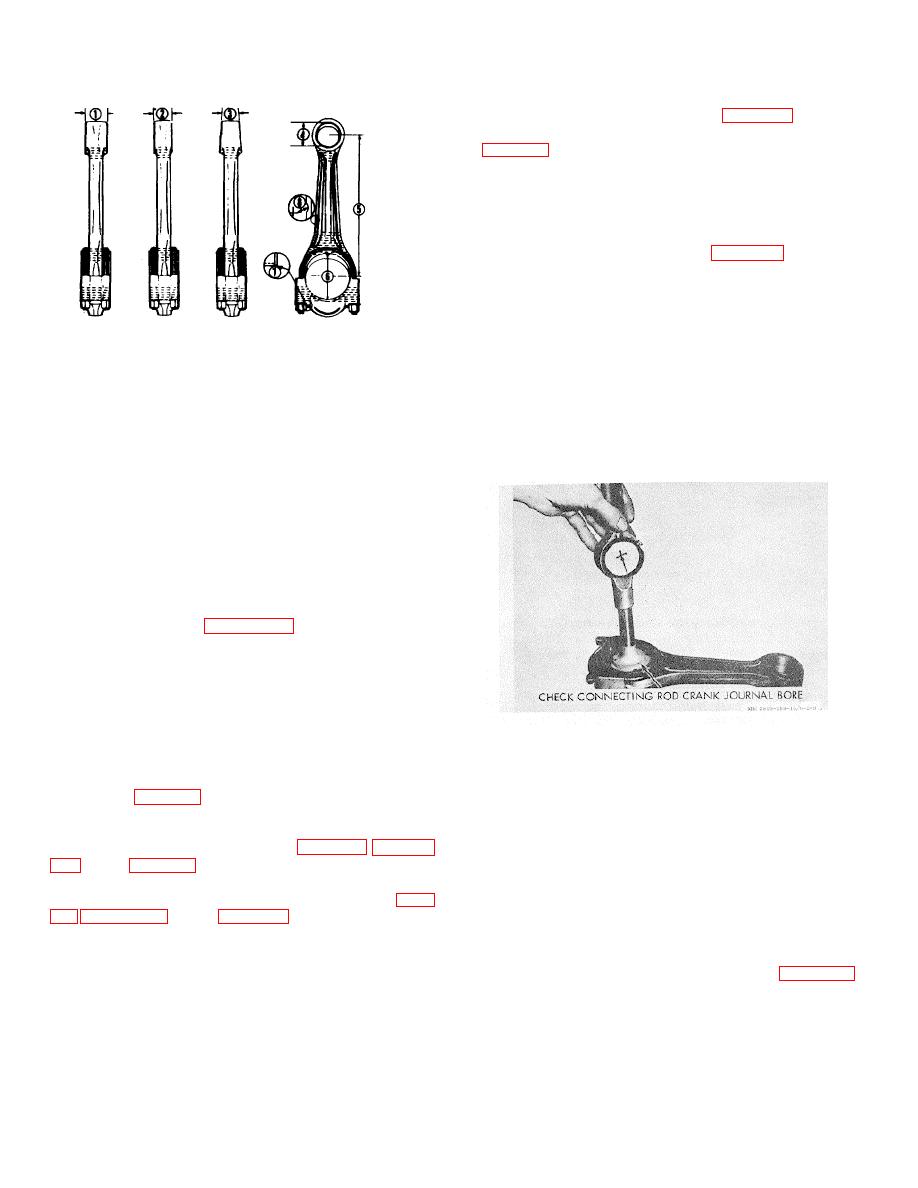
(c) Check crankpin bore with a dial bore
4.
Take readings for length and
gage or inside micrometers. Correct size is important to
misalignment of bores.
provide correct bearing crush. See table 2-2, figure 3-
5. Turn rod 180 degrees. Total reading
must not exceed 0.008 in. when connecting rod does
(d) Check piston pin bushing diameter with
not contain bushing or 0.004 in. with bushing installed
ST-504 plug gage or with inside micrometers. See table
and bored to size. This is combined plus and minus
readings of indicator. Length must read 0.001 in. on
(e)
Use ST-561 Checking Fixture and
gages.
Locating Mandrel to check rod alinement.
6. Measure rod twist with a feeler gage
(f) Calibrate checking fixture for rod size as
between piston pin and dial holding plate. (fig. 3-204.).
follows:
When measuring connecting rod twist in ST-562 and rod
1. Select a new rod that has been checked
does not contain piston pin bushing, twist must
for correct absolute center to center length. C and J rods
3-71
