
TM 5-3810-289-34
discard piston or mark piston for regrooving to the top
groove.
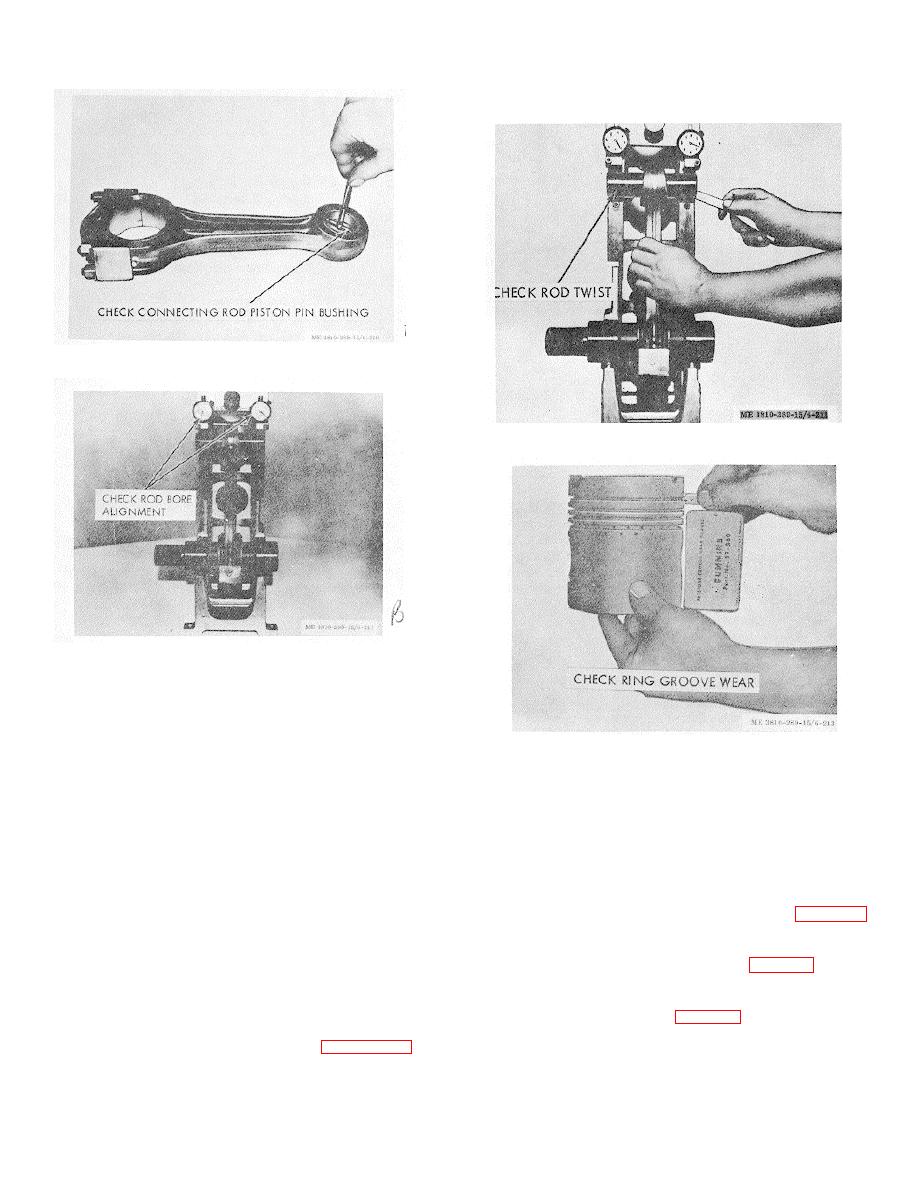
Figure 3-202. Connecting rod piston pin bushing check.
Figure 3-204. Rod twist check.
Figure 3-203. Rod bore alinement check.
not exceed 0.020 in. Twist must not exceed 0.010 in.
with bushing in place and bored to size.
(h) Check centerline of rod as follows:
1. Attach a dial indicator so it will contact the
Figure 3-205. Ring groove wear check.
side milled surface of piston pin end of rod.
2. Slide crankshaft end of connecting rod
(d) If ST-560 is not available, check wear
sideways to contact ST-561 on same side as indictor
with a segment of a new ring and a feeler gage.
gage. See Step 1.
1. Hold ring in groove, flush with land.
3. Zero indicator gage on milled surface.
2. Insert 0.006 in. feeler gage.
4. Turn rod 180 degrees; repeat all above
3. If gage enters groove without forcing or
checks.
disengaging ring, wear is excessive and piston should
Note. Difference in reading should not exceed
not be used or should be marked for regrooving.
0.015 in.
(e)
Measure piston skirt diameter with
(2) Pistons.
micrometer at right angle to piston pin bore (2, fig. 3-206
(a) Clean pistons in a solvent cleaning bath
for barrel-ground pistons), measure straight or tapered
that will not attack aluminum or blast with a material that
ground pistons at point 1 and 3. Pistons should not be
will not imbed in or remove metal (ground seed, etc.).
reused if worn more than indicated in table 2-2 on this
Caution: Piston skirts are coated with a plating
diameter.
that may blister if overheated. Recommended that
(f)
Pistons should be checked at
water boiling point not be exceeded.
temperature of 70/90 F.; see table 2-2.
(b) After cleaning, check top and second
ring grooves with ST-560 Wear Checker, figure 3-205.
(c) Shoulders of gage must not touch ring
groove lands if piston is to be reused. If shoulders touch,
3-72
