
TM 5-3810-289-34
(d) If necessary, file or stone the ends of the
rings to obtain the minimum gap.
Caution: Never file or stone chromeplated
rings and never use chrome-plated rings in chrome-
plated cylinder liners.
(e) Check current parts catalogs to make
sure you use proper ring/piston combination.
Note. When used, chrome-plated compression
ring is always installed in top piston ring groove.
(f)
Pistons and rings are available in
standard 0.020, 0.030 and 0.040 in. oversizes.
c. Repair.
(1) Connecting rods.
(a) Restore filet.
1. Minimum 0.070 in. fillet radius at all
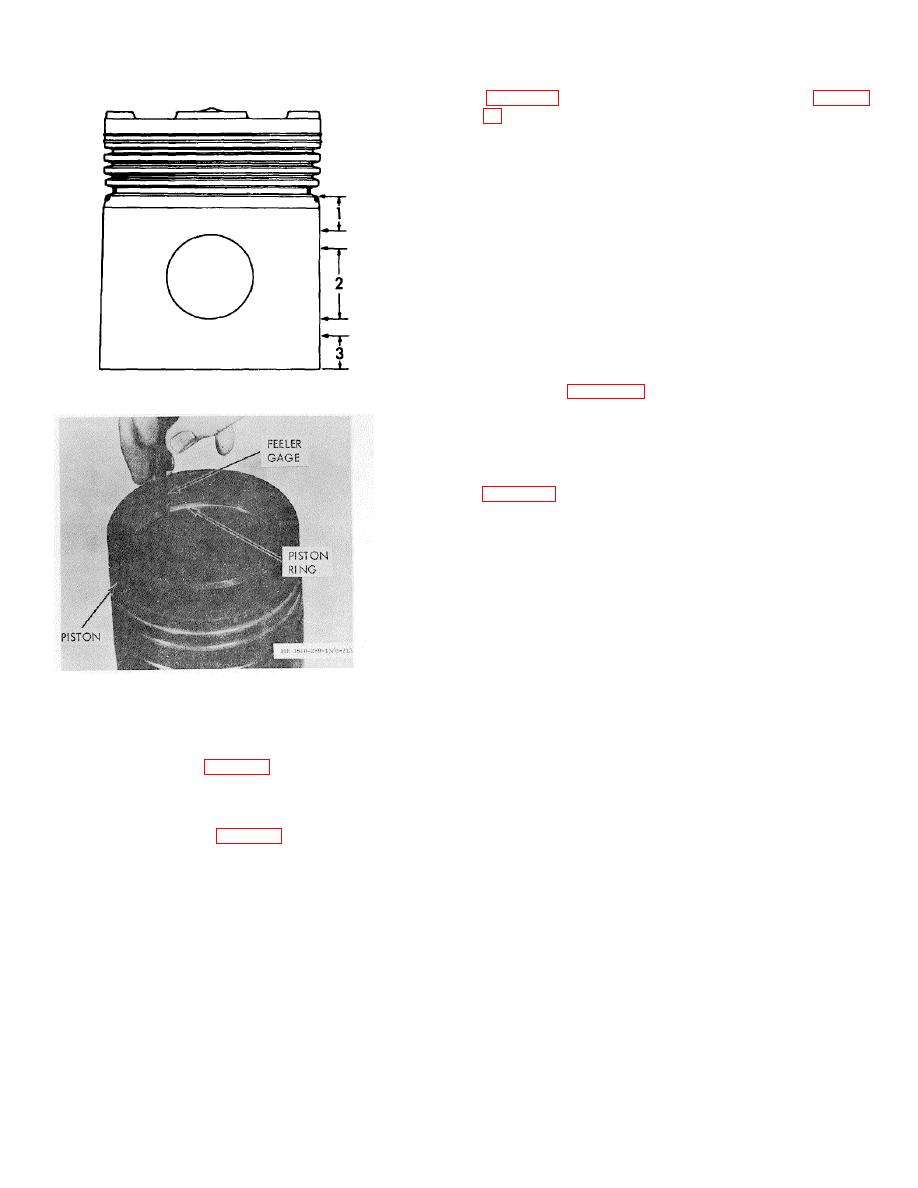
Figure 3-206. Piston check points.
corners, (7, fig. 3-200). Maximum 1/16 in. metal may
be milled off to restore radius.
2. Remove nicks and dents which are less
than 1/16 inch deep by grinding or filling with a half round
file. Radius must be /2 inch or more. Blend radii at ends
of cut. Scrap rod if dents are deeper than 1/16 inch, (8,
(b) Chamfer piston pin bore.
1. ST-861 Chamfering Tool is used to
chamfer tapered piston pin bushing bore, if not
chamfered.
2. Install proper bushing tool detail by use of
flat-head screw.
3. Set the guide screw holder in position;
there are three notches, so guide screw will follow on
face of bore.
4. Adjust tool fit until point just clears guide
Figure 3-207. Piston ring gap check.
screw and tighten in position with two setscrews.
Note. After measuring piston and comparing with
5. Install unit into bore.
liner inside diameter, piston-to-liner clearance may be
6. Adjust the guide screw (up or down) until
computed if desired.
tool bit just engages bore.
Piston pin bore checked at 700 F. (21.1' C.) should fall
Note. A slight pressure is required against guide
within limits shown in table 2-2; add 0.005 in. per 10 F.
screw. To obtain this pressure, tighten setscrew in end
(-12.2' C.) up to 900 F. (32.2 C.). Check piston pin
of holder against guide screw.
outside diameter with micrometers. Pins should not be
7. Insert drive ratchet and turn tool one
reused if out-of-round more than 0.001 in. or worn
complete turn to clean up edge of bore.
smaller than indicated in table 2-2.
8. Loosen guide screw and again turn tool
one or more complete turns to give a clean cut.
Caution: Reboring of piston pin bores and use
Note. Repeat until a uniform chamfer of 0.040 to
of oversize pins is not practical because the
0.060 in. depth is reached.
misalinement that results from such practice will
9. Remove tool from bore, turn rod over and
cause seizure of piston or failure of connecting rod
chamfer other side of bore.
10. With both sides chamfered, remove
(3) Piston rings.
tool.
Note. Normally, new piston rings are used at the
11. Use emery cloth to remove any sharp
rebuild period. New rings should be checked in the
edges which may have been left on chamfer.
cylinder liner in which they worn to be used to make sure
12. Wash rod which is ready for bushing
the gaps are correct.
installation.
(a) Insert each ring in mating cylinder Iiner;
(c) Replace piston pin bushing.
position with head of a piston so it is seated squarely.
(b) Seat ring in an unworn area of the liner.
(c) Measure ring gap with a feeler gage.
3-73
