
TM 5-3810-289-34
(3)
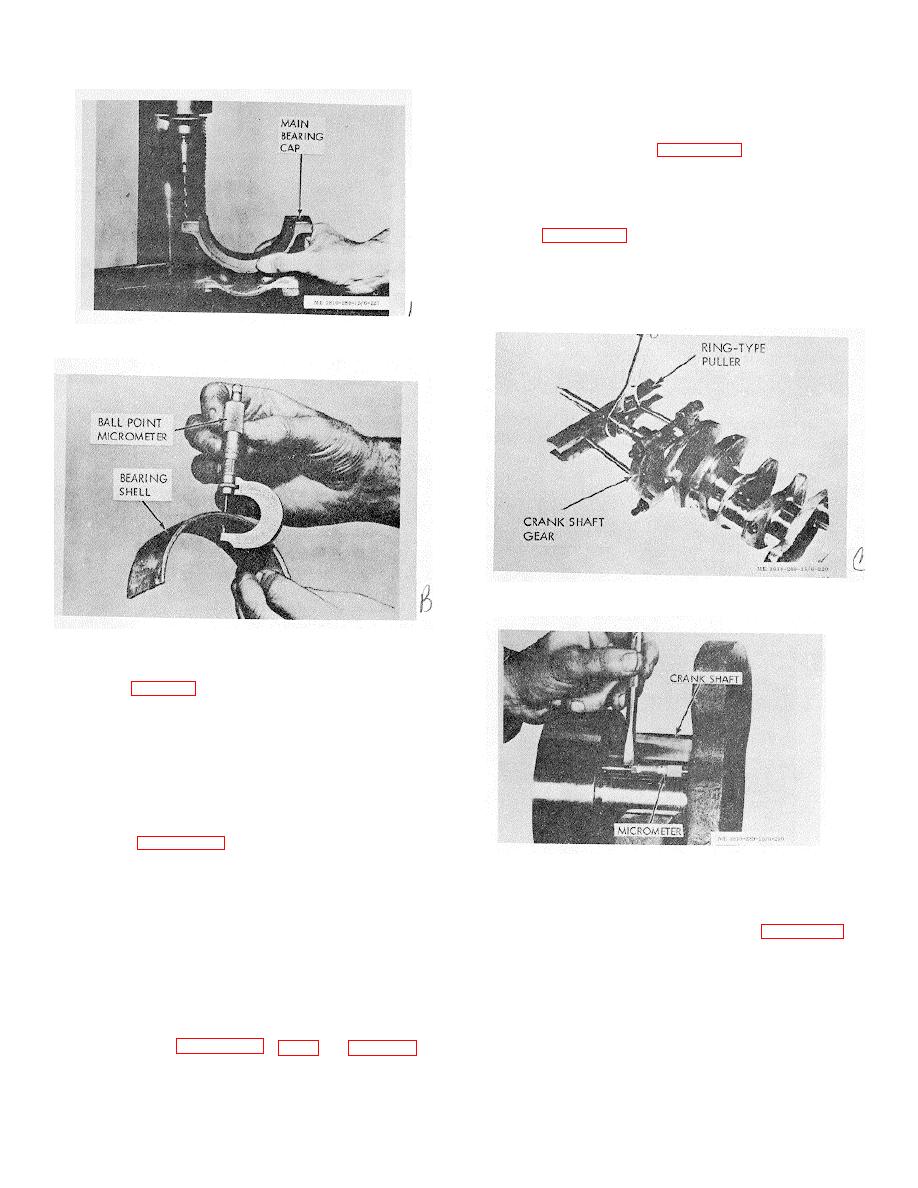
Check crankshaft for out-of-round
condition. Crankshafts should be reground if main
bearing or crankpin journals are worn out-of-round more
than 0.002 inch. Refer to figure 3-223.
h. Clean Drillings in Crankshaft.
(1) Remove all pipe plugs.
(2)
Clean all drilled oil passages in
crankshaft with a rod and rag as if cleaning a rifle barrel.
Refer to figure 3-224.
(3) Install and tighten plugs to 5 ft. lbs.
(4) Stake pipe plugs by making a 1/64 inch
indentation at outside diameter of threads with center
punch.
Figure 3-219. Drilling dowel hole in rear main bearing
cap.
Figure 3-221. Crankshaft gear removal with ring-type
puller.
Figure 3-220. Measuring thickness of bearing shell.
(2) Oversize thrust rings are available as
indicated in table 2-2.
(3) At any time oversize thrust rings are
used, be sure to use the same size (thickness) half-ring
on both the upper and lower positions. Stamp crankshaft
rear web indicating size used. See paragraph f, below.
f. Disassembly of Cranksh4ft.
(1) If crankshaft gear is chipped, cracked,
broken or worn remove capscrew and washer.
(2)
Attach a circular-type puller, as
illustrated in figure 3-221, behind the crankshaft gear.
(3) Apply 75 to 100 ft. lbs. on puller screw.
Figure 3-222. Checking thrust flange for wear.
(4) Heat gear with heating torch-not a
cutting torch-to 300/400 F. (148.90/204.40 C.). The
i. Inspect Crankshaft Thrust Flange..
gear will expand, making it easier to pull.
(1)
Carefully examine crankshaft thrust
(5) Remove gear key.
flange at No. 7 main bearing. Refer to figure 3-222. If
(6)
If crankshaft gear condition is
surface is scored or scratched, flange should be
satisfactory, do not remove.
reground for oversize thrust rings.
g. Cleaning and Inspection of Crankshaft.
(2) Reground crankshafts or those used
(1) Inspect crankshaft visually for scratches,
with oversized thrust rings should be marked so the
nicks, cracks and obvious wear pattern.
(2)
Measure crankshaft journals with
micrometers. See figure 3-222 or 3-223 and table 2-2.
3-78
