
b.
Cleaning and Inspection.
(1) Remove rust and scale from liner exterior
with wire brush or by similar cleaning operation.
(2) Inspect for cracks in cylinder liners just
under top flange, at bottom of liner, or above top seal ring
groove. Check by:
(a) Magnetize
liner
if
magnetic
equipment is available.
(b) Pour magnetic solution over liner
while it is still magnetized.
Note.
Cast iron will not hold magnetism
permanently.
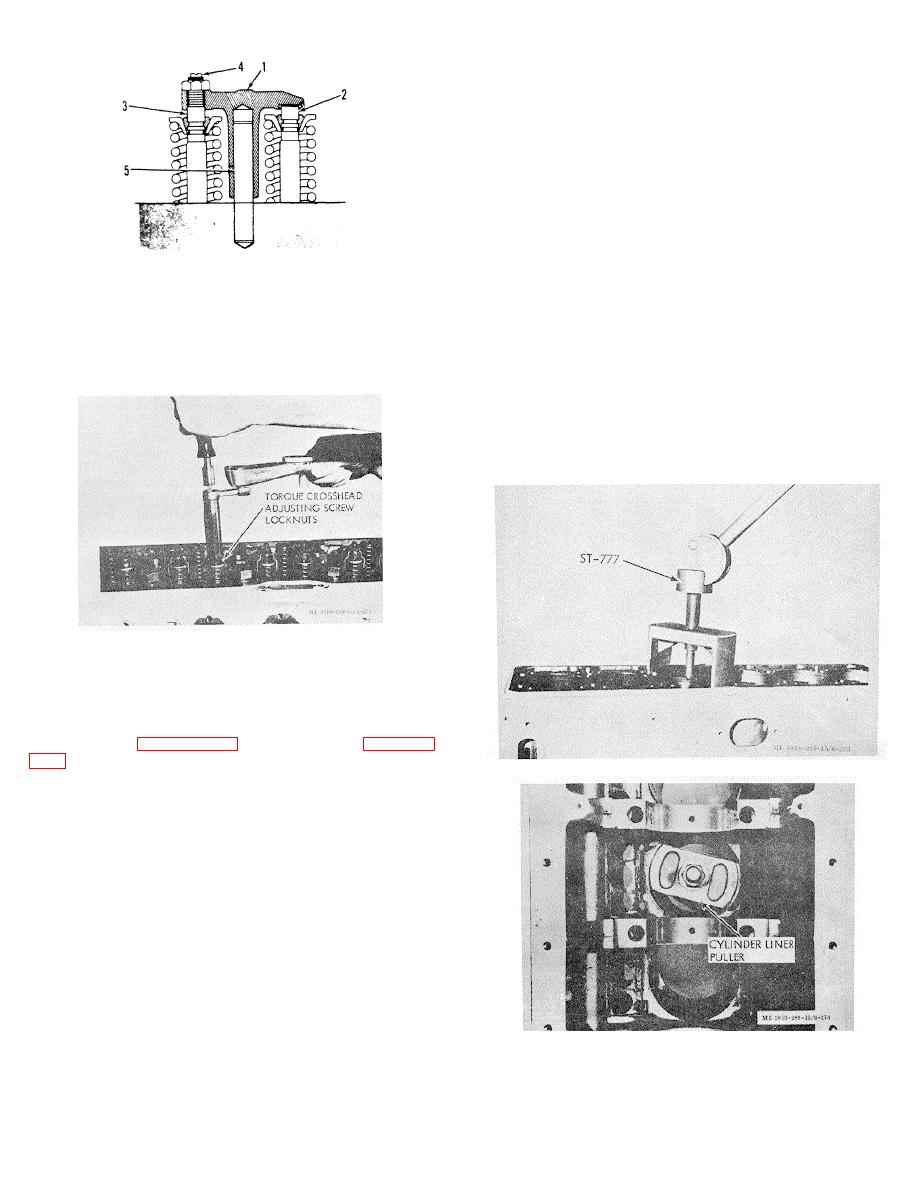
ALIGN CROSSHEAD STEM AND GUIDE
(c) If magnetic inspection cannot be
1
Lever contact surface
performed, clean liner thoroughly.
2
Push tubes
(d) Spray suspected area with dye
3
Push tubes
penetrant.
4
Adjusting screw
(e) Allow penetrant to dry for fifteen
5
Crosshead guides
minutes. Do not "force" dry; remove excess dye.
Figure 3-262. Crosshead stem and guide alinement,
(f) Spray with developer and check for
cutaway view.
crack indications.
(3) Discard any liner with excessive corrosion
or erosion and pits 1/16 inch deep or more.
(4) Inspect underside of liner flange for dents,
pitting or fretting. Discard liner if any unevenness cannot be
removed by lapping.
Figure 3-263. Torquing crosshead adjusting screw locknuts
3-48. Cylinder Liners
a. Removal
(1) Pull cylinder liners from block with ST-:
777 Liner Puller, using ST-778 Plate Puller.
Caution: The elevated top plate straddles the
cylinder liner, figure 3-264; the plate puller, figure 3-
Figure 3-264. Pulling cylinder liner with ST-777 puller.
place with a nut. When using the cylinder liner puller,
be careful not to mutilate machined surface of cylinder
block.
(2) Adjust shaft screw and pull down on cam
lever to loosen liner. If liner sticks in block, turn lever in
clockwise direction until liner is loose.
(3) Remove liner puller and lift liner from
block; remove and discard O-rings and crevice seal (if used)
from
liner.
Figure 3-265. Cylinder liner puller adapter plate.
3-93
