
operation is designed to straighten wall of bore and remove
(3) Use white paper towels to wipe lubricating
carbon ring at top. Keep stones cutting by adjusting
oil from liner bores. Note gray and even black residue that
pressure with winged collar. A slight reduction in drill speed
appears with oil on white towels. This is honing debris that
will be noted when stones are cutting. Torque action felt on
remained on liner walls. Repeat application of lubricating oil
drill handles also is a good indicator.
and wipe off with white paper towels. If honing debris is still
25. Thirty to forty seconds honing
present, repeat lubricating oil treatment. Usually liners will
time can remove 0.001/0.002 in. from bore depending upon
appear clean on second application. Liners must be
stone pressure. Straighten bore quickly by double stroking,
completely cleaned after honing. After soap and hot water
then full stroke bore only enough to lay a uniform finish on
treatment, liners will appear clean when a paper towel is
the walls. The total honing time will usually run about 20/40
wiped through dry bore. This is a false indication since
seconds to perform what is commonly called a deglazing
lubricating oil treatment will remove additional abrasive
operation.
material.
26. After pattern is uniform, stop
Note. The importance of proper cleaning of the
hone; adjust stones to a firm but light pressure. Apply oil
liner cannot be overemphasized. Dirt or grit remaining
and make 4 or 5 full-length strokes and shut drill off while
in the liner will cause improper break-in of the liners
continuing stroke. Double stroke in bottom if necessary to
and piston rings.
time actual stopping of hone rotation when hone is at top of
e. Installation.
bore. This preserves crosshatch pattern, and puts true
(1) Inspect liner counterbore depth in cylinder
stone pattern (20/30 rms finish) on cylinder walls. This
block at four equidistant points, using ST-547 Gage Block,
slightly irregular surface on the cylinders liners is required so
new piston rings and reworked liners will break in (or wear
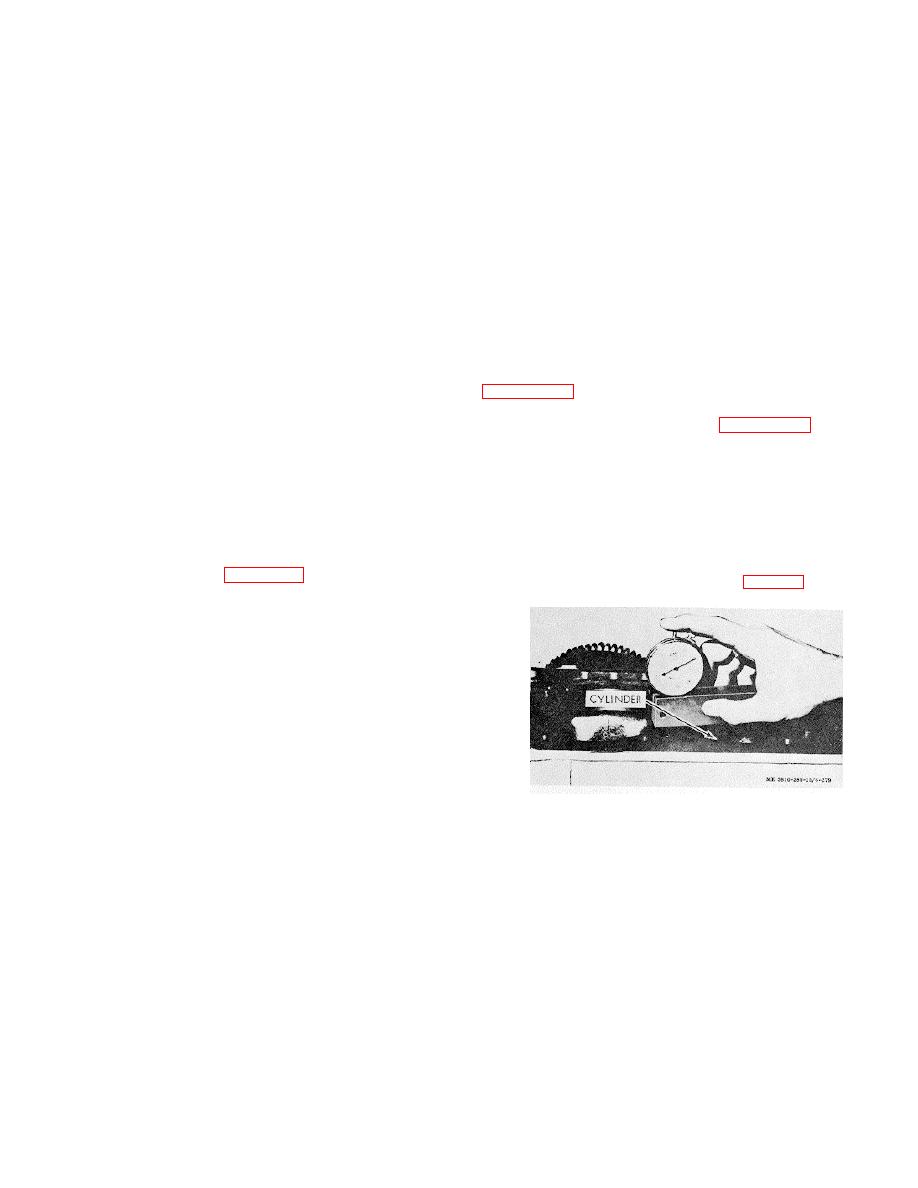
(2) Measure thickness of cylinder liner flange,
in) together. It is also necessary to have basic honed
outside of bead as illustrated in figure 3-271. Subtract
pattern in liners to retain some oil in valleys as piston rings
counterbore depth from liner flange thickness to determine
scrape away oil on liner walls. If walls were smooth, they
amount of shim thickness required to provide correct liner
would quickly run dry and score.
protrusion above block.
27. Remove hone from liner and
Note. Another method of determining liner
remove liner from fixture.
protrusion is to install liner in block and measure
28. Make a final check of bore size
amount of protrusion (outside of bead) with ST-547
and make sure that carbon ring at top and thrust wear
Gage Block.
pattern are removed. Note angle of cross-hatch to check
(3) Installed cylinder liners must protrude
stroke speed.
Refer to table 2-2 for specifications
0.004/ 0.006 in. above block; refer to table 2-2 for required
concerning maximum bore size. Out-of-roundness should
shim(s). Check as follows:
not exceed 0.0015 in. except at assembly. If stones have
been kept wet, walls will show a uniform satin finish and will
be of proper 20/30 rms finish. If a smooth, shiny finish is
noted, it is probably due to lack of oil or motoring hone too
long in final honing cycle. As oil disappears from walls,
stones tend to load and become dull. Honing oil keeps
stones sharp and promotes true cutting action.
d. Cleaning.
(1) After liners are honed, they must be
cleaned thoroughly with solvent, steam cleaner or hot soap
and water. It is recommended that cleaning operation be
ended by scrubbing bore with a bristle brush to remove as
Figure 3-270. Cylinder liner counterbore inspection.
much honing debris as possible. Blow liners dry with
(a) Install liners without packing rings.
compressed air.
(b) Pass a 0.0015 in.
feeler gage
(2) Coat bore of liners generously with clean
around the entire circumference between liner flange and
lubricating oil. If possible, let liners stand 5-or 10minutes
block. If 0.0015 in. clearance is not present, mark binding
before next step.
spot with chalk, remove liner and scrape counterbore at
points of binding until proper clearance is attained.
(4) After determining number and thickness
of shims, install them on liner so they seat at liner flange.
(5) Using clean lubricating oil, lubricate
surface of cylinder block where packing rings and crevice
seals will seat; wipe off excess oil with clean cloth.
(6) Lubricate, with clean lubricating oil, those
surfaces on the cylinder liner where packing rings and
crevice seal will be located; wipe off excess oil with clean
cloth.
3-96
